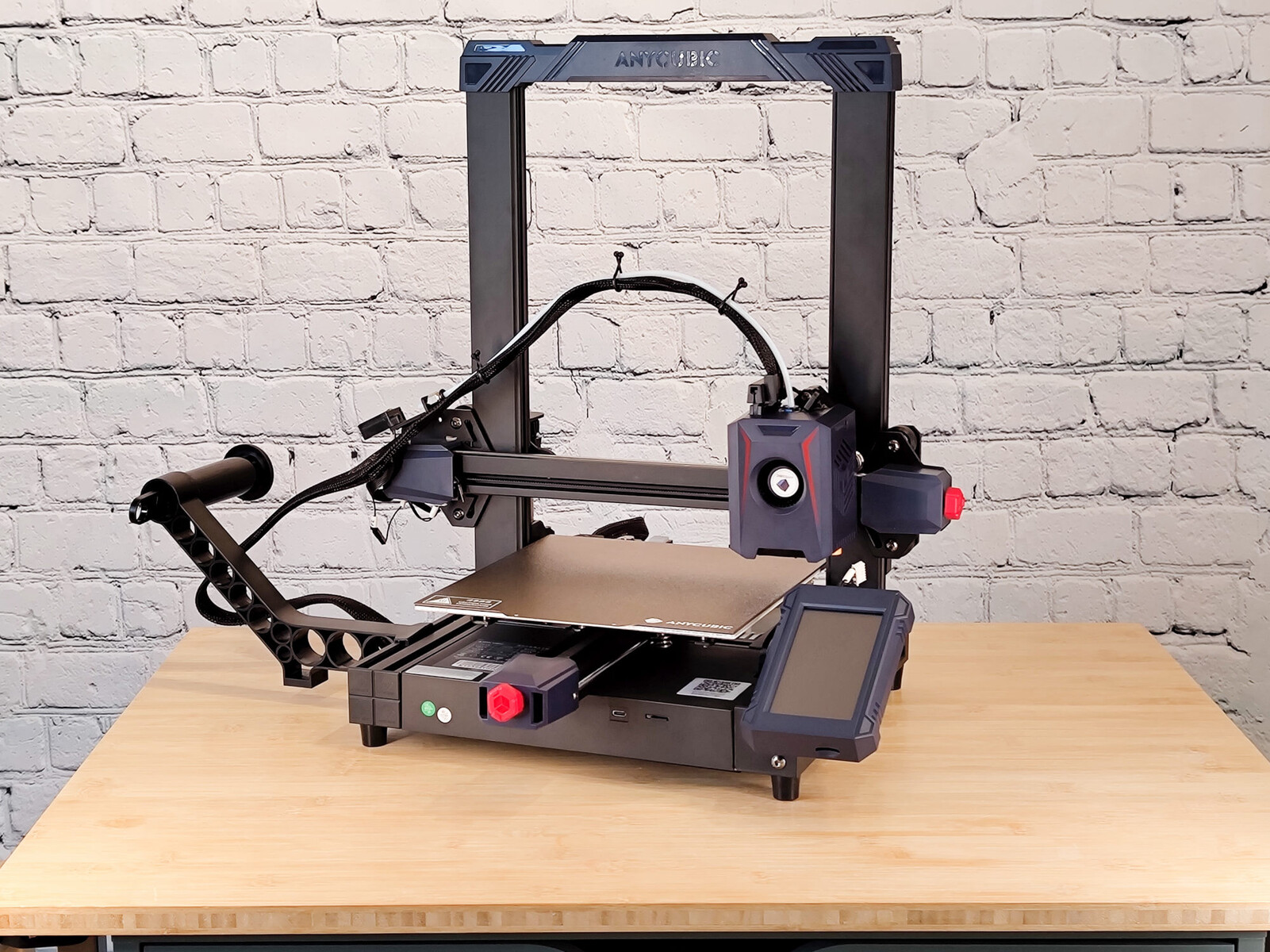
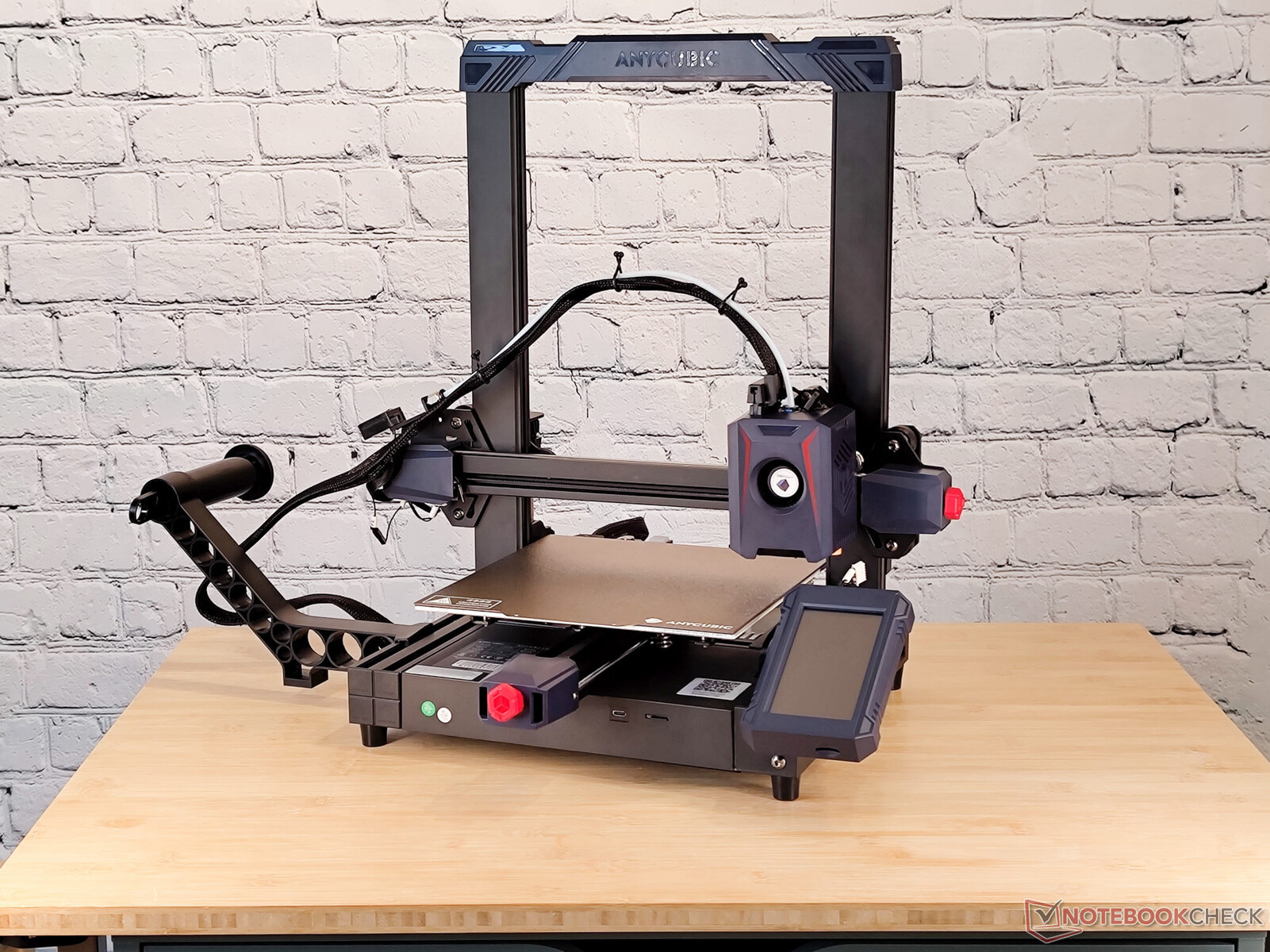
Reseña de la impresora 3D Anycubic Kobra 2: La primera capa perfecta gracias a LeviQ 2.0
La serie Kobra de Anycubic consta de varias impresoras 3D de diferentes tamaños, todas ellas basadas en el principio Prusa/Mendel. El año pasado ya analizamos la Anycubic Cobra y la Anycubic Kobra Max. Este año, la familia recibe un nuevo miembro con el Anycubic Kobra 2, que se supone que rinde mucho mejor. Con muchos pequeños retoques, el fabricante ha conseguido mejoras significativas. El sistema de movimiento se ha mejorado en los tres ejes, y Anycubic también ha revisado por completo el cabezal de impresión. El anticuado puerto USB ha sido sustituido por un moderno Type-C. Un nuevo sensor ayuda a conseguir resultados más precisos sin reajustes en la nivelación automática de la cama de malla.
Datos técnicos
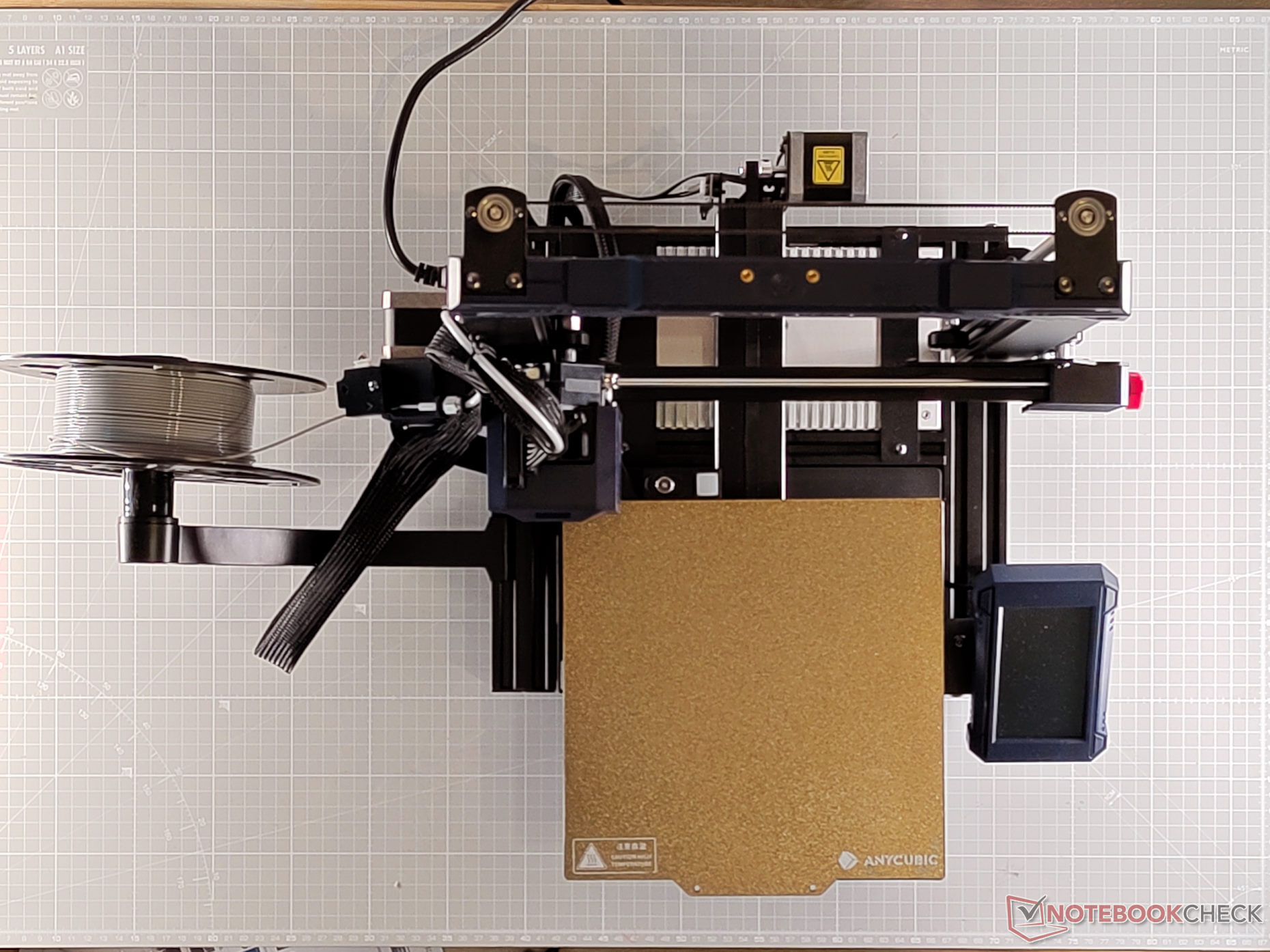
Gran parte de las especificaciones del Anycubic Kobra 2 se tomaron directamente del predecesor, por lo que la mayoría de los cambios del dispositivo no son evidentes en nuestra hoja de especificaciones. En la placa base, un conector Tipo-C ha sustituido al conector USB-B. Los ejes X e Y ya no funcionan sobre rodillos Delrin, sino sobre rodamientos de bolas. El eje Z se acciona ahora por ambos lados y tiene cojinetes de muelle. Los dos cambios más notables de la impresora 3D son probablemente el nuevo cabezal de impresión y el portarrollos de filamento adoptado de la Anycubic Kobra Max. Lamentablemente, este último también aumenta drásticamente las necesidades de espacio de la impresora 3D. Hay que prever 30 cm más de anchura para la nueva Kobra 2 en funcionamiento.
| Anycubic Cobra 2 | |
|---|---|
| Tecnología utilizada | FDM, FFF |
| Volumen máximo de impresión | 220 × 220 × 250 mm |
| Tamaño de la unidad sin cable ni rollo de filamento | 48,6 × 43,5 × 44 cm (Al × P × An) |
| Huella con portarrollos de filamento en funcionamiento | mínimo 64 × 55 cm |
| Sistema de movimiento | Accionamiento único X,Y,Z según Prusa/Mendel |
| Extrusora | Extrusora de accionamiento directo con hotend tipo volcán Cartucho calefactor de 60 vatios máximo 260 °C |
| Lecho de impresión | Lecho de impresión magnético de acero con revestimiento de PEI Calentado con fuente de alimentación de 24 V Máximo 110 °C |
| Nivelación automática del lecho | Anycubic LeviQ 2.0 con sensor de proximidad inductivo y sensor de boquilla |
| Tarjeta de control Microcontrolador |
Tarjeta Trigorilla Pro B V1.0.2 HDSC hc32f460 |
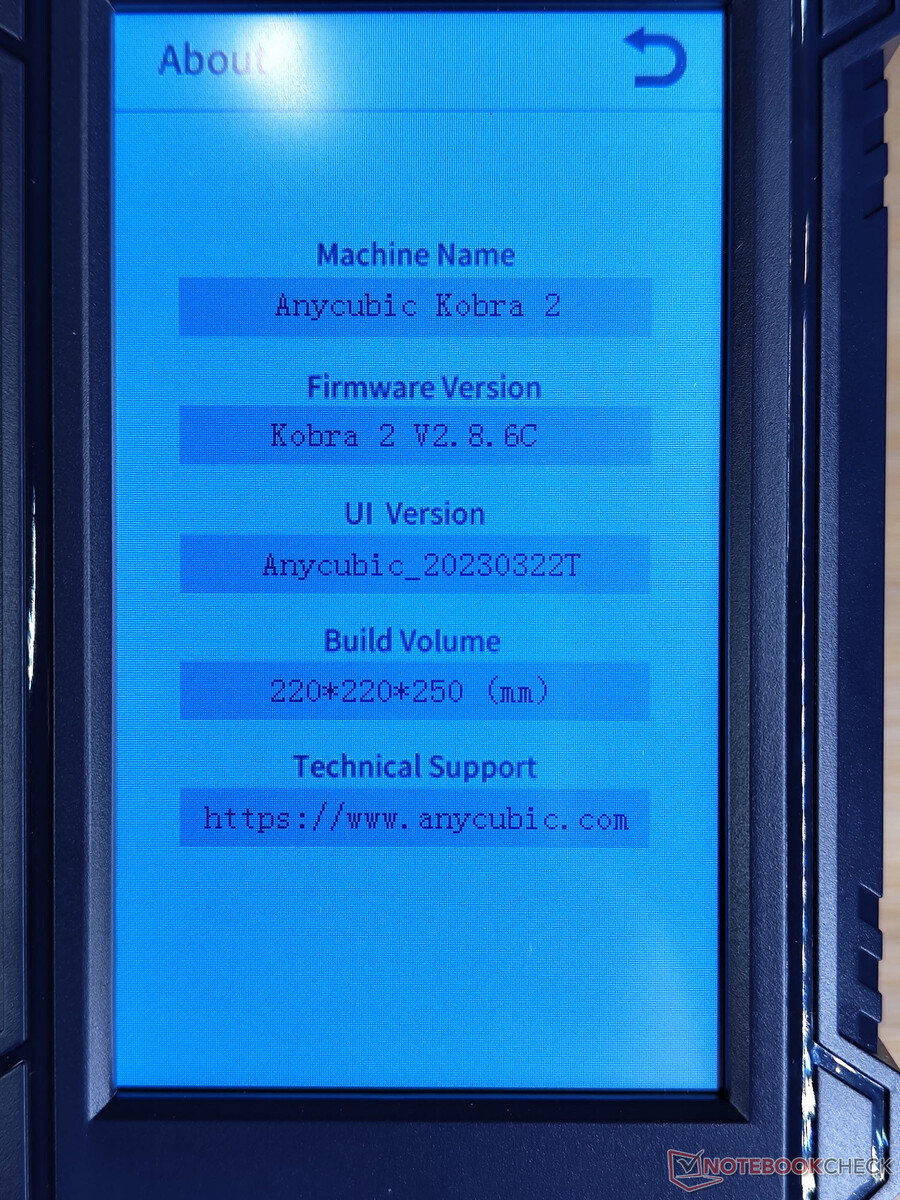
| Firmware del dispositivo de prueba | Firmware Anycubic Kobra 2 V2.8.6C (derivados de Marlin) compatible con GCode |
| Controlador de motor paso a paso | controlador de motor paso a paso soldado con interpolación de 256 pasos |
| Conectores | microSD, USB Tipo-C |
| Control | Pantalla táctil, interfaz en serie a través de USB |
| Fuente de alimentación | fuente de alimentación interna de 110 V - 240 V a 24 V |
| Sitio web del fabricante | Anycubic |
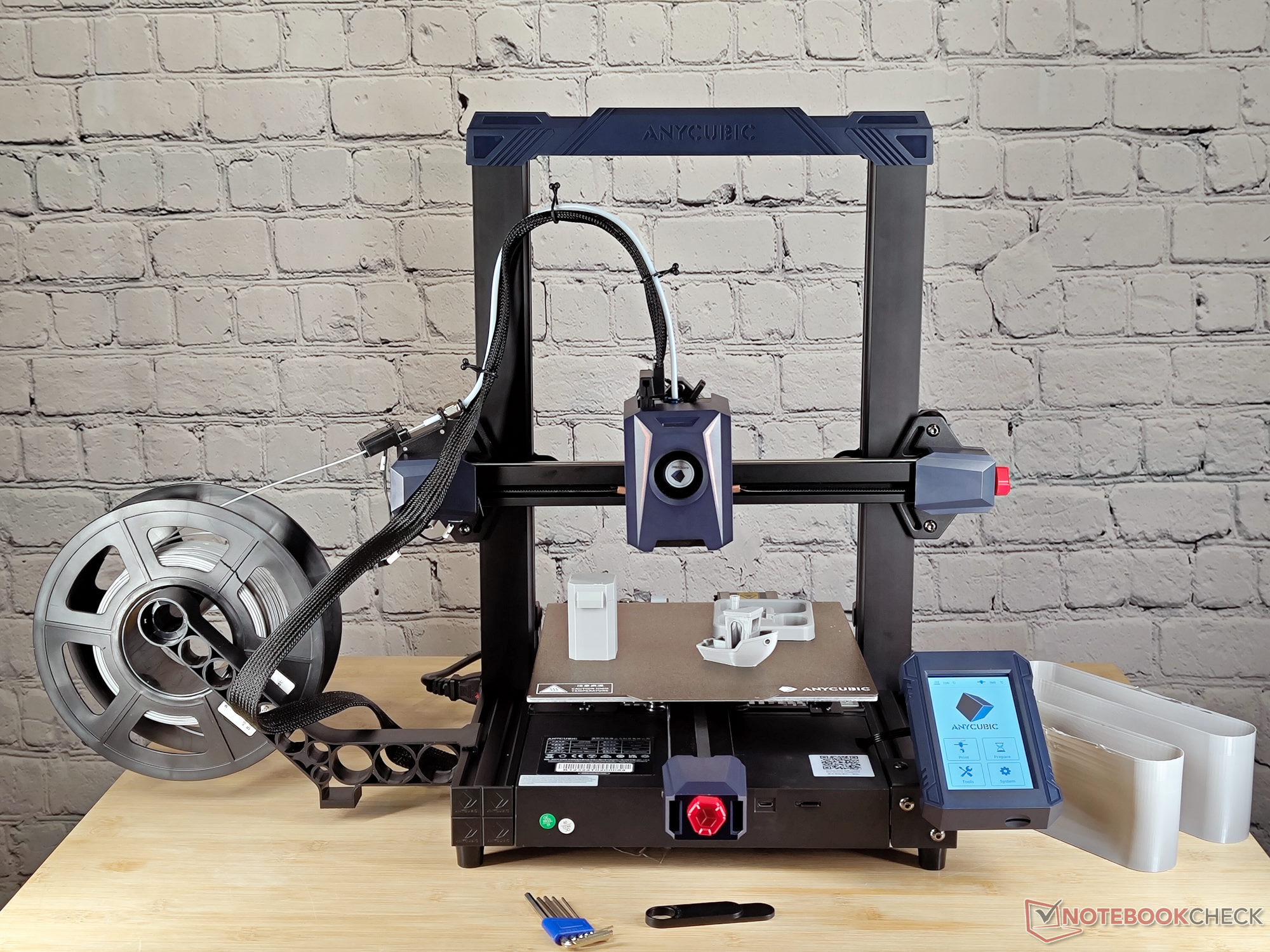
Construcción y gestión de cables
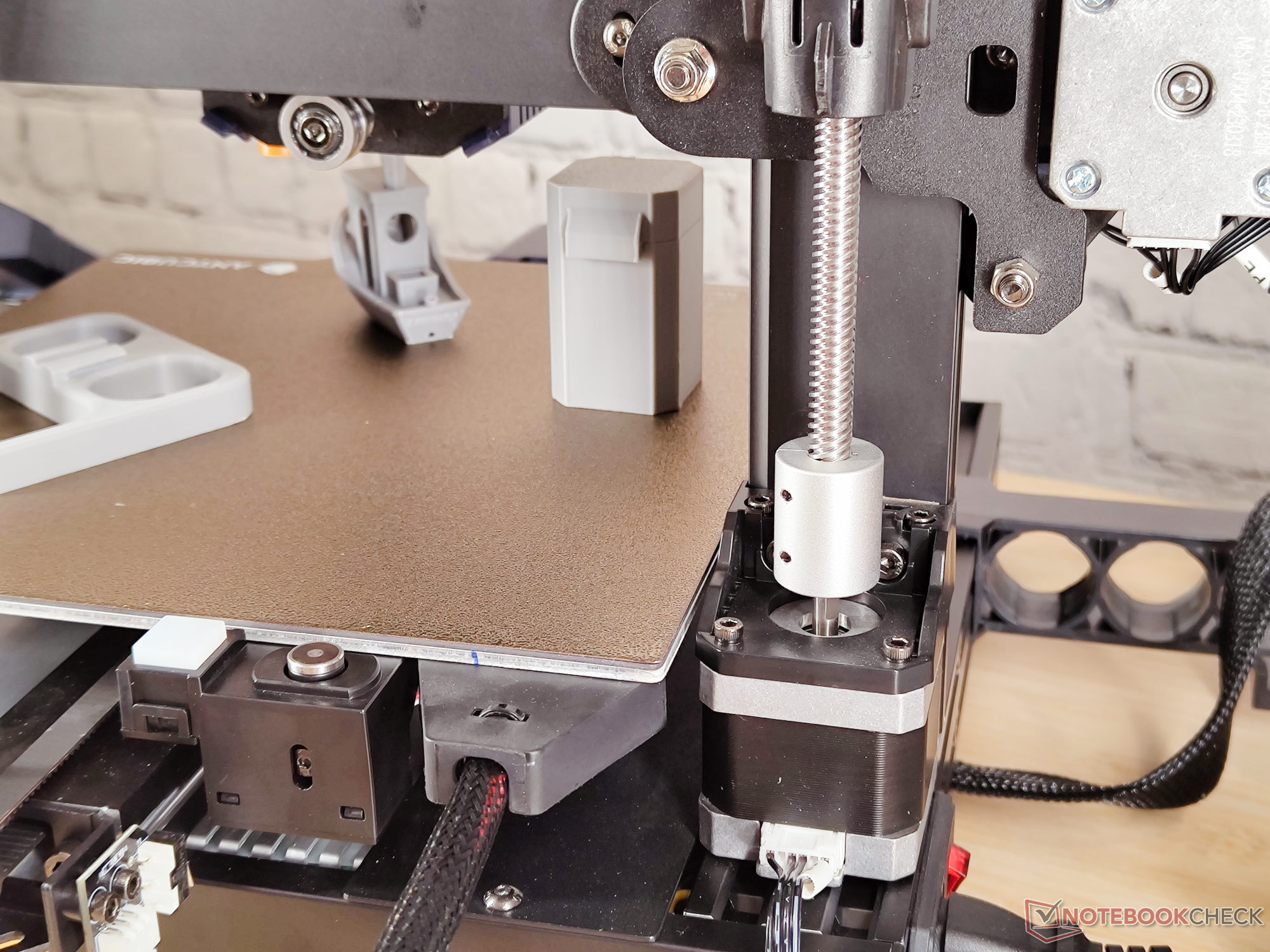
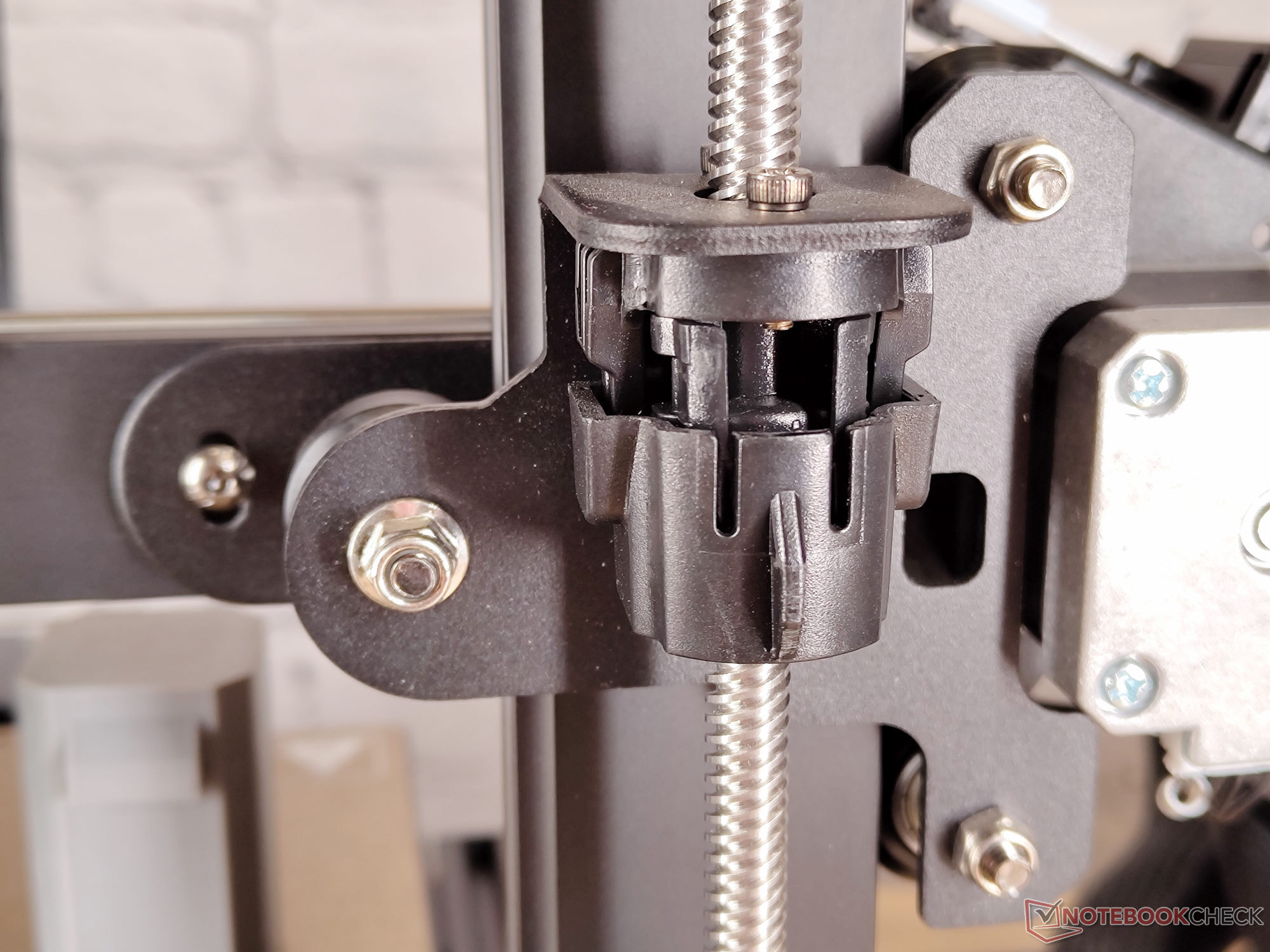
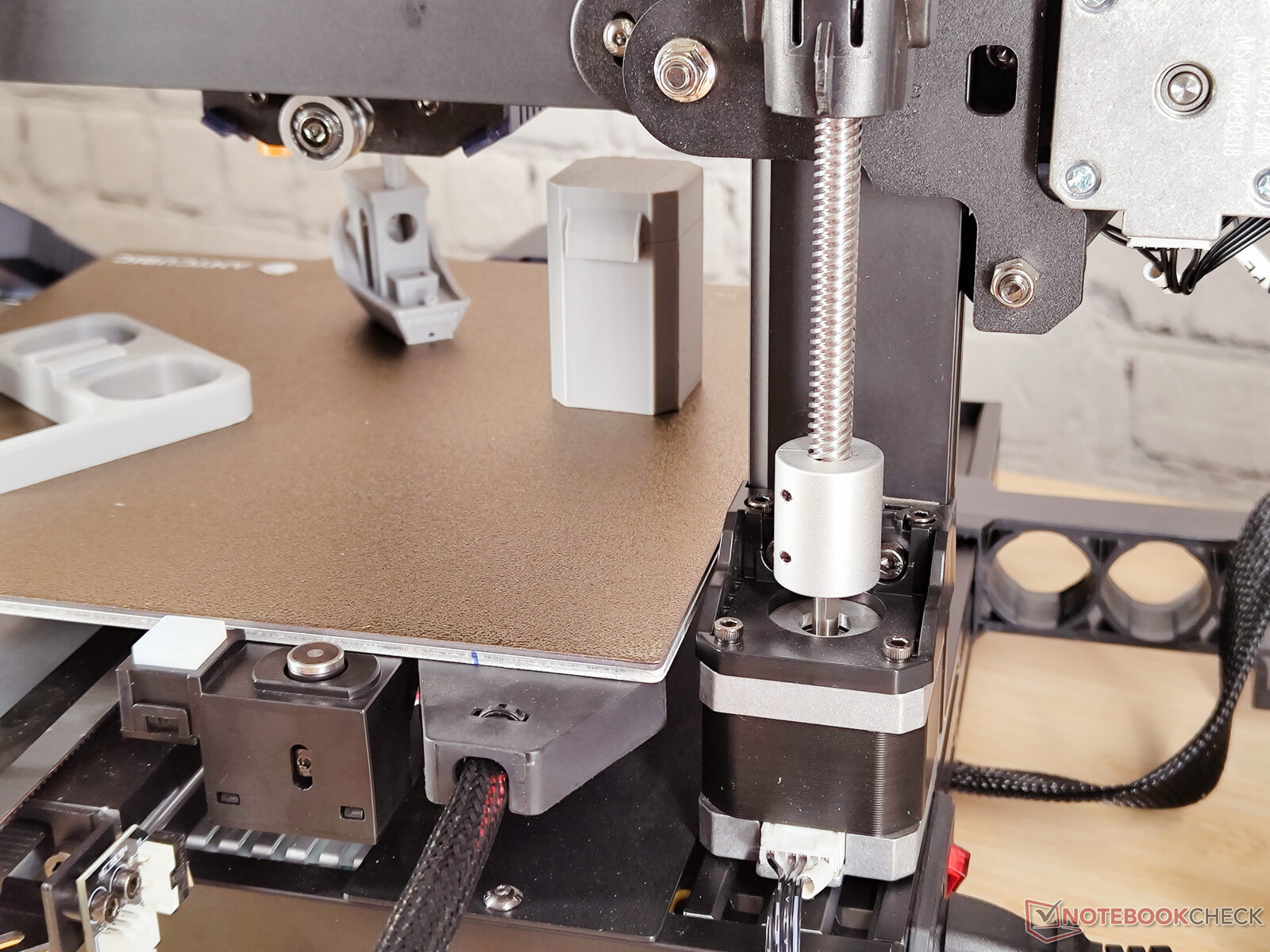
La base y el arco de la impresora 3D siguen siendo de perfiles de aluminio con ranura en V. El travesaño superior también sigue siendo de plástico. Al parecer, este componente se tomó directamente de la Cobra. Las tuercas de montaje del antiguo portarrollos siguen presentes aquí. Además del cabezal de impresión significativamente cambiado, nos dimos cuenta de la primera innovación importante en la parte posterior de la cama de impresión cuando la desembalamos. Aquí se encuentra ahora un sensor que permite determinar con precisión la distancia de las boquillas. De este modo, la recalibración durante la nivelación automática del lecho de malla es casi cosa del pasado. También llaman rápidamente la atención los nuevos ejes de acero plateado sobre los que se desplazan el cabezal y el lecho de impresión con sus correspondientes rodamientos de bolas SG15. Este cambio es un arma de doble filo. Por un lado, el nuevo diseño es mucho más resistente a la abrasión y debería funcionar con mayor suavidad. Por otro lado, sin embargo, los ejes de acero plateado deben limpiarse mucho más a menudo y estar siempre bien lubricados. Para ello, se recomienda un aceite adecuado para mecánica fina. Para el eje Z se siguen utilizando rodillos en V de Delrin. Sin embargo, ahora se acciona por ambos lados y dispone de la misma mecánica que el Kobra Max. En este caso, las tuercas T8 se accionan por resorte y pueden compensar así las imprecisiones de fabricación.

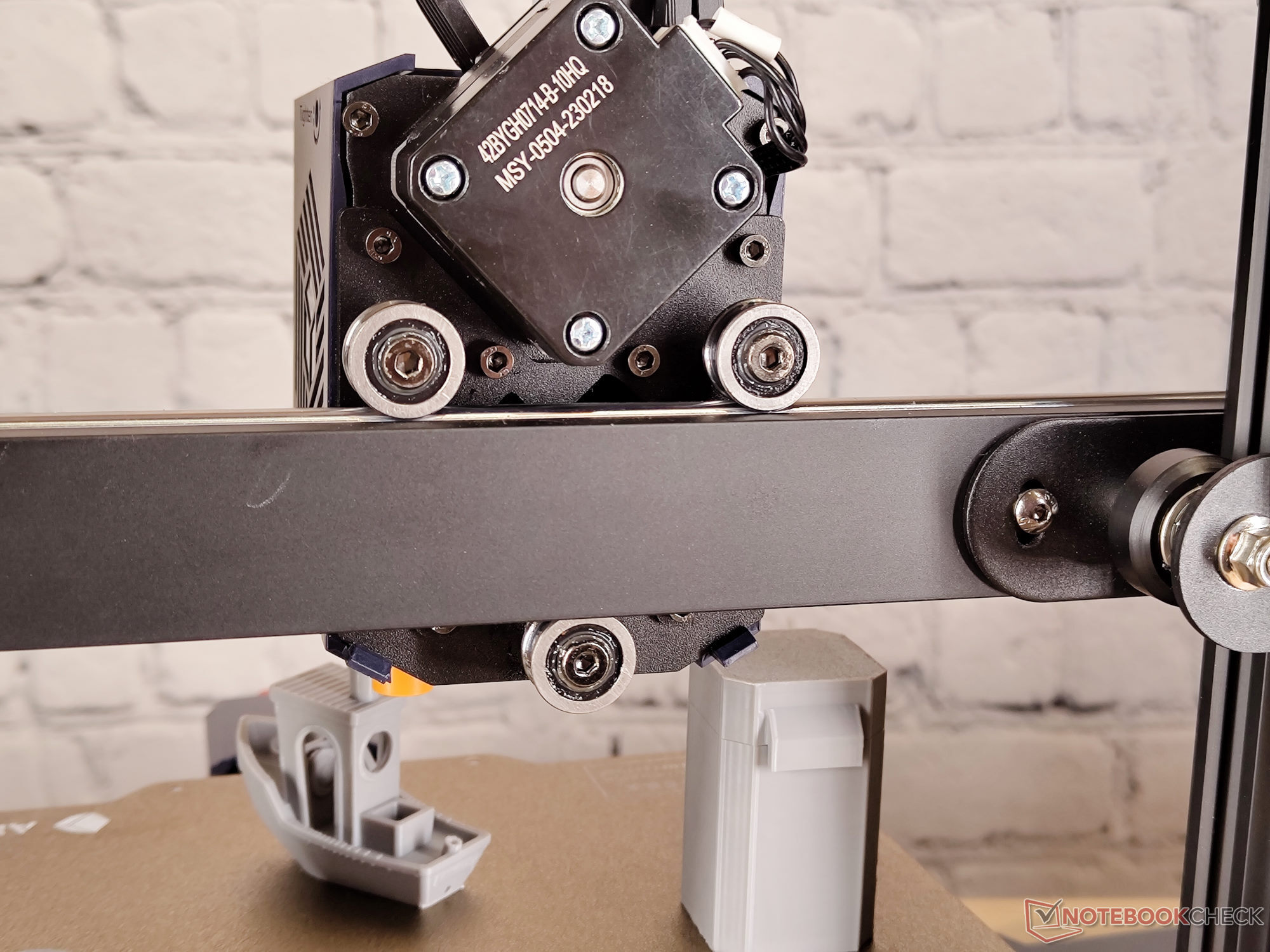
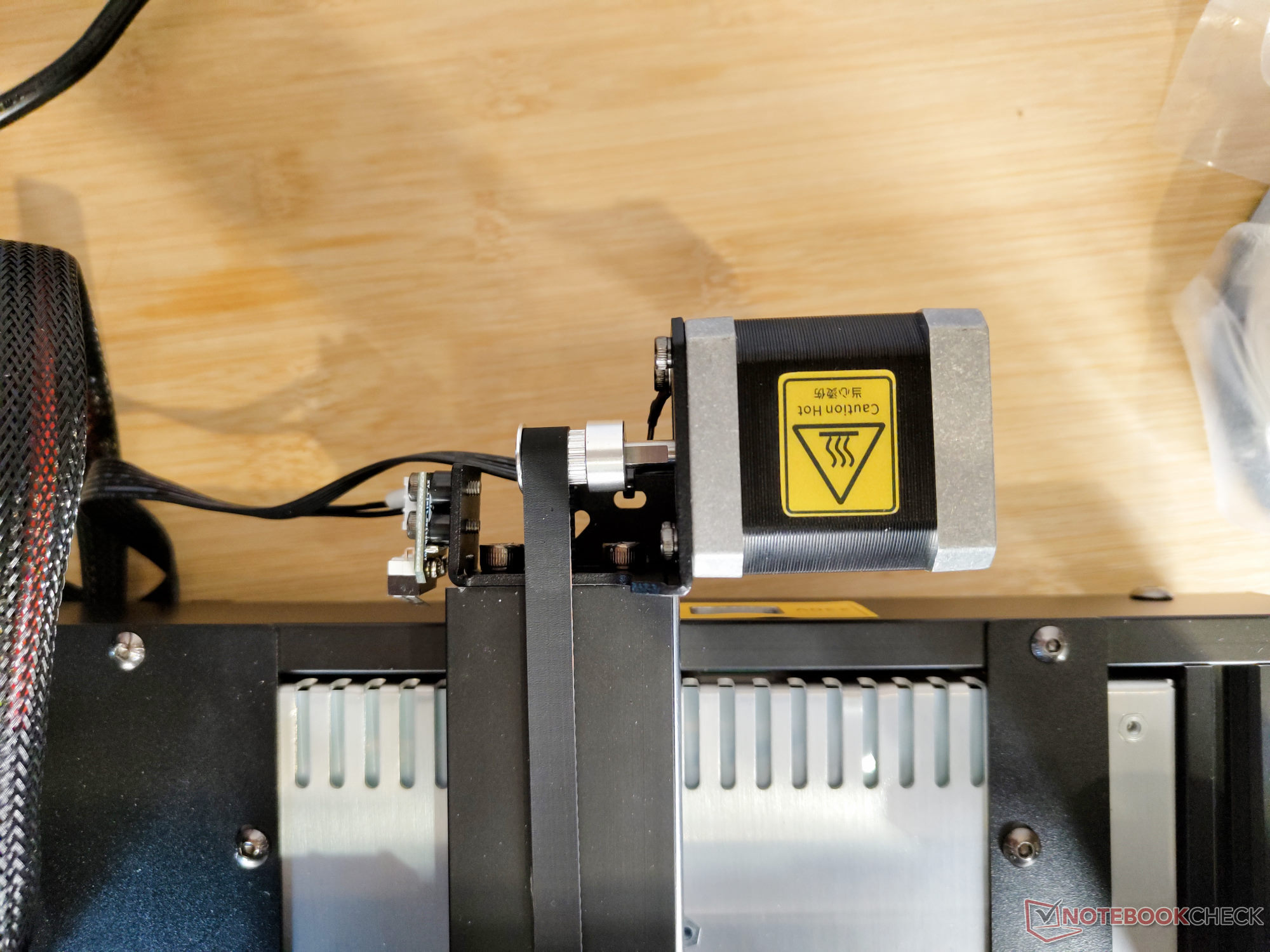

De este modo, el diseño de la impresora 3D se mantiene estable y mayoritariamente angular. Una excepción en nuestro caso fue el soporte de montaje del motor paso a paso Nema 17 en la parte posterior de la impresora 3D. En nuestro dispositivo de prueba estaba ligeramente doblado. Como resultado, la correa de transmisión del eje Y no se podía tensar correctamente y seguía deslizándose contra el límite de la rueda motriz. El fallo, que también podía ser un pequeño daño de transporte, se pudo solucionar. Para ello, tensamos completamente la correa y, a continuación, volvimos a doblar los ángulos a 90°.
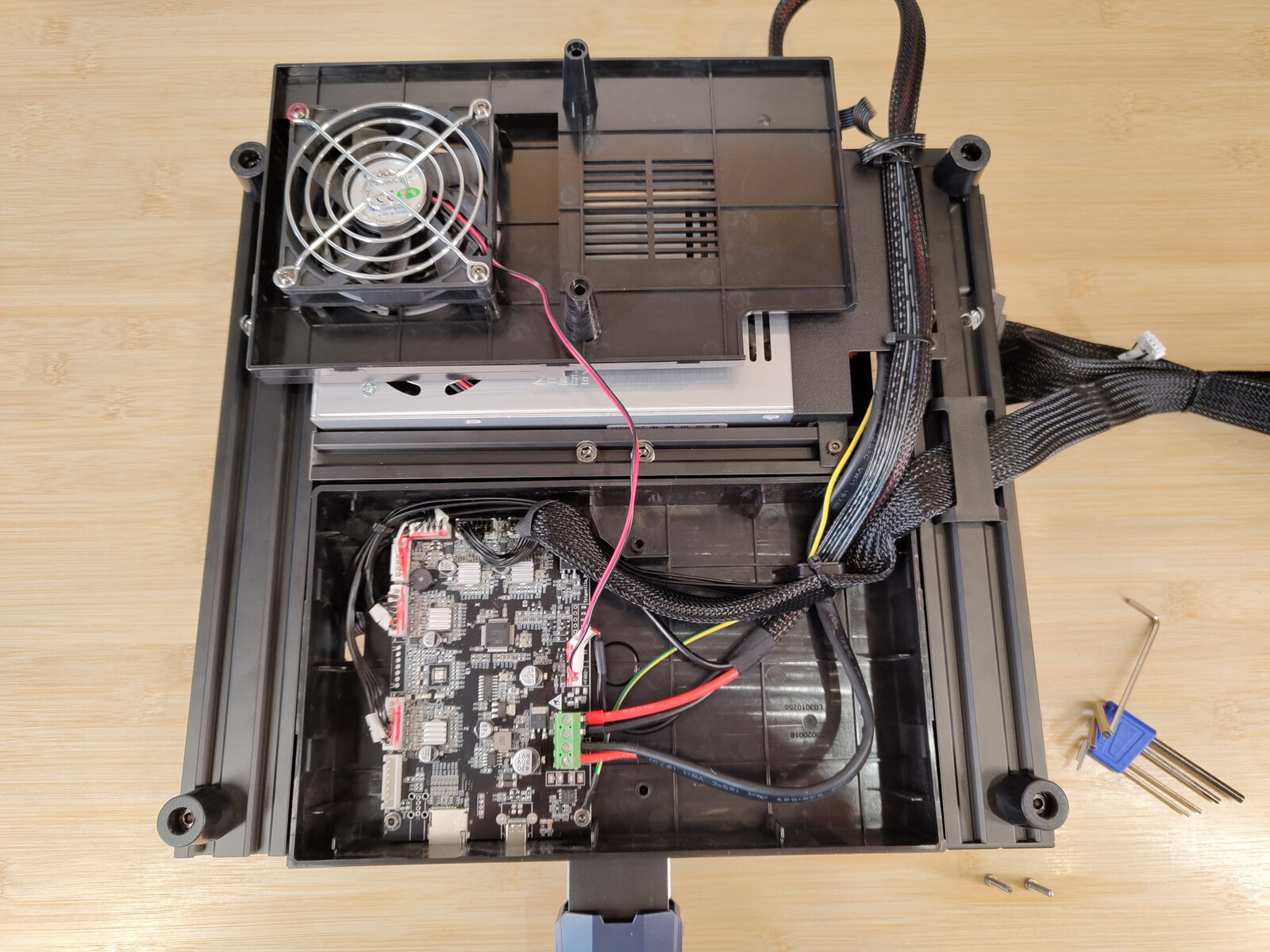
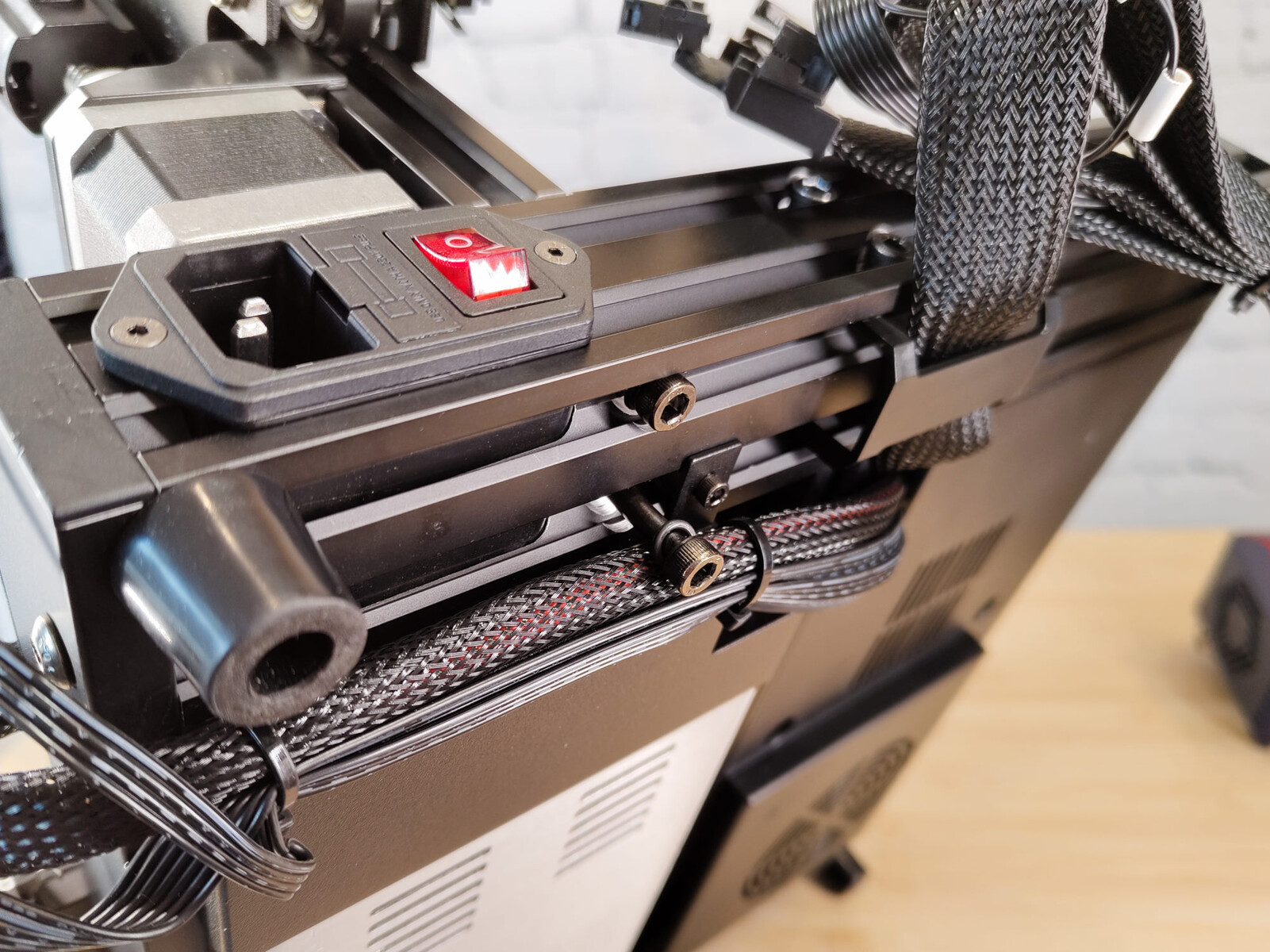
Por desgracia, tampoco ha cambiado nada significativo en la gestión de cables de Cobra. Sin embargo, el nuevo portarrollos de filamento empeora la situación. No importa cómo lo montes, el mazo de cables que va al extrusor siempre se arrastra por el filamento, por el rollo de filamento o directamente por el soporte. En definitiva, los dos mazos de cables móviles entran en contacto con componentes fijos con demasiada frecuencia.
Placa base
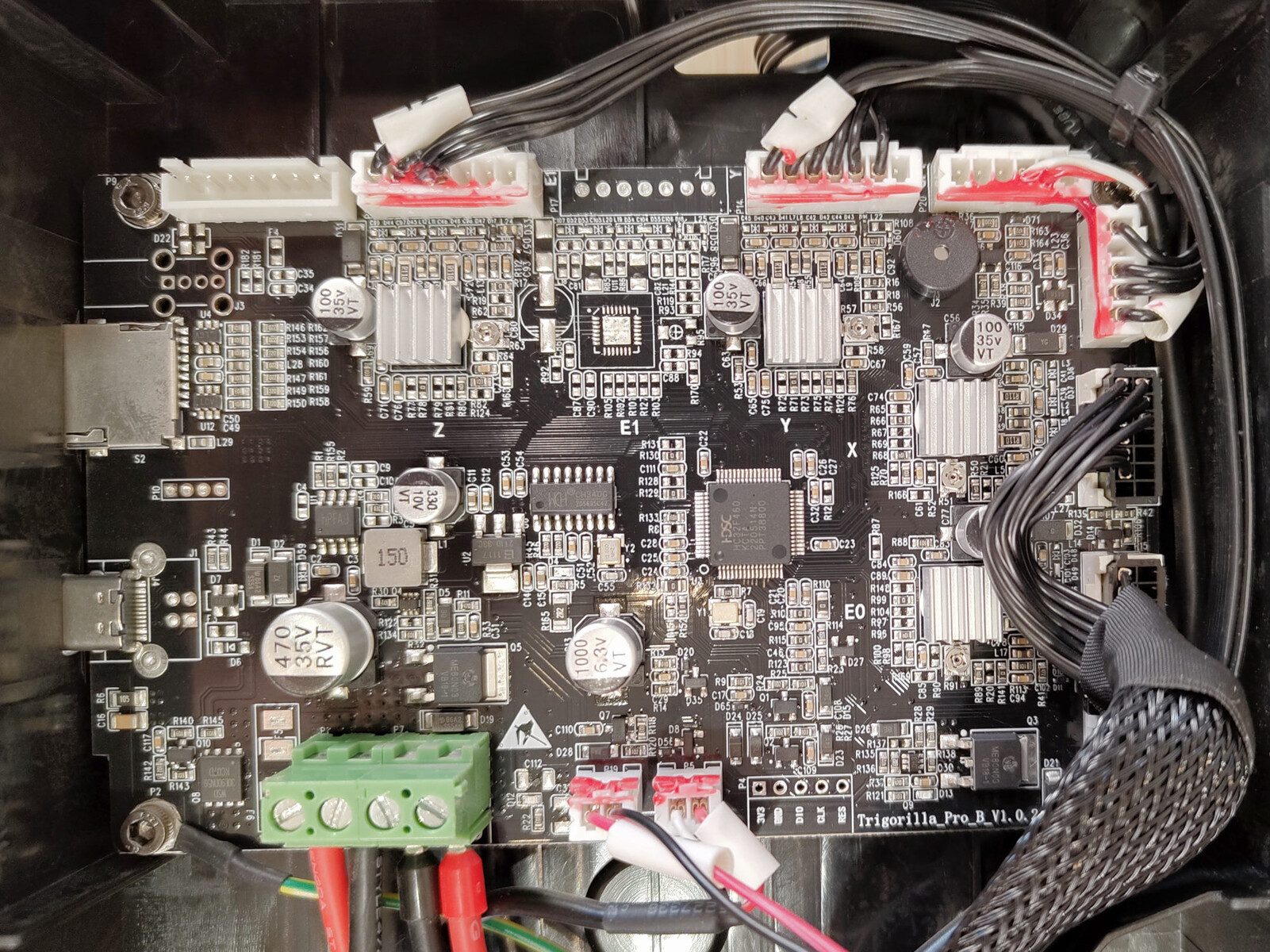
La placa Trigroilla Pro se puede ver aquí en la versión B. Es un desarrollo propio de Anycubic y desafortunadamente solo ofrece unas pocas opciones de actualización debido a muchas conexiones propias.
La innovación real aquí es una conexión USB-C.
Se utiliza un HDSC hc32f460 como microcontrolador en la placa. El chip de 32 bits con un núcleo Cortex M4 funciona a 200 MHz. Por lo tanto, Anycubic Kobra 2 tiene suficiente potencia de cálculo.
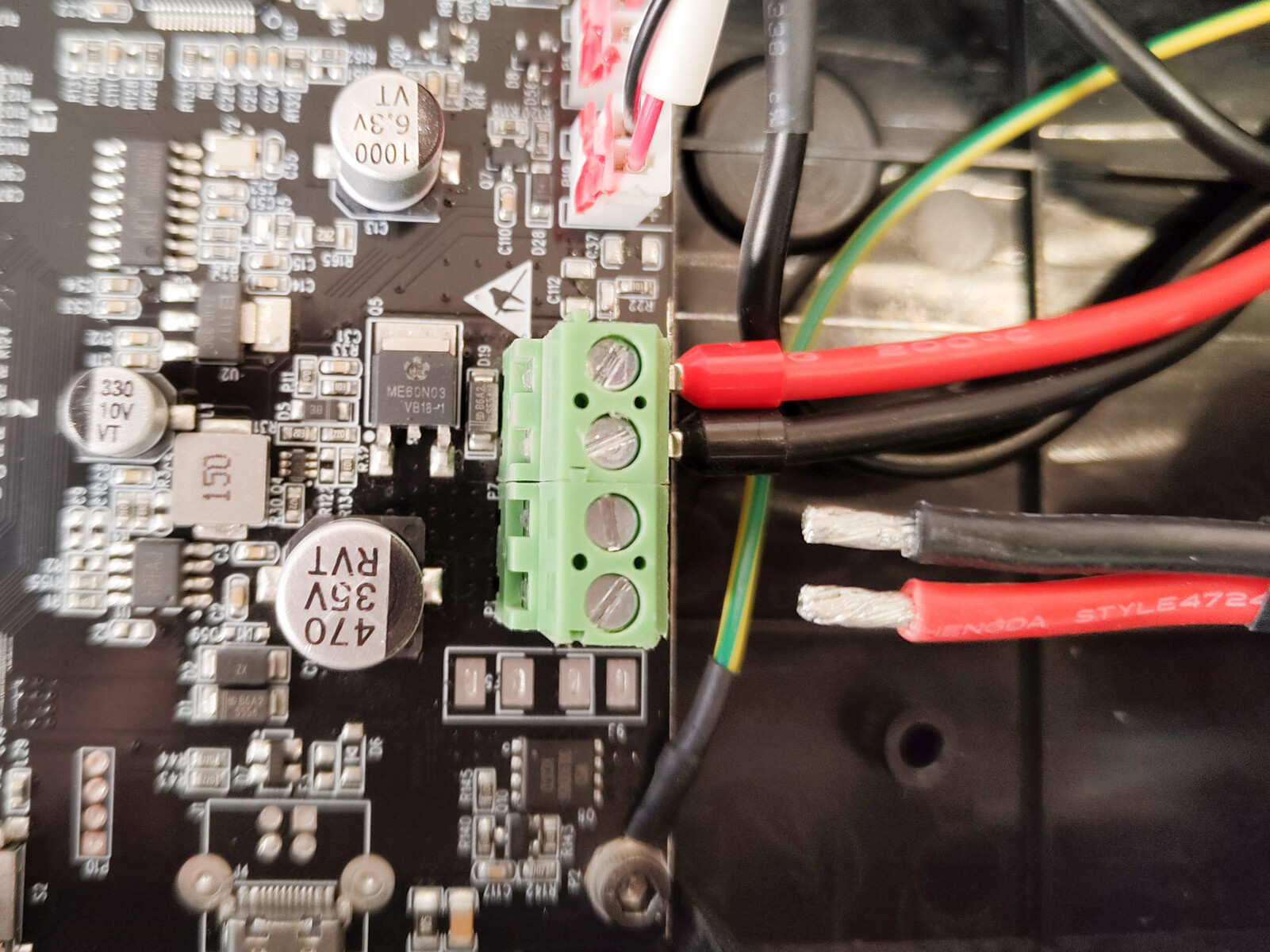
Decepcionantemente, tenemos que señalar que Anycubic sigue sin equipar todos los extremos de los cables con terminales. Dos de los hilos siguen estando estañados. Con el tiempo, la soldadura puede fluir y debilitar así la conexión eléctrica.
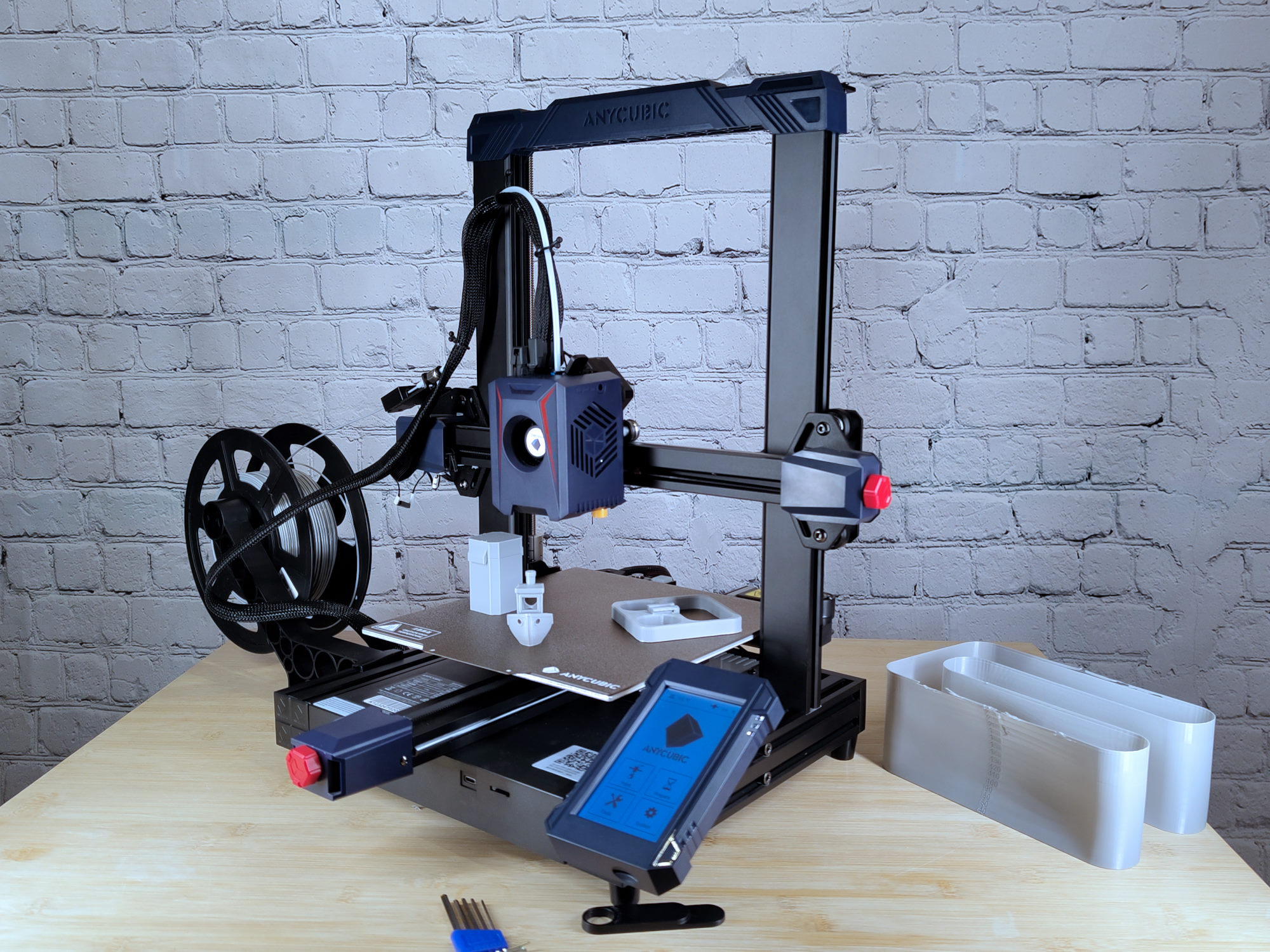
Estructura y configuración
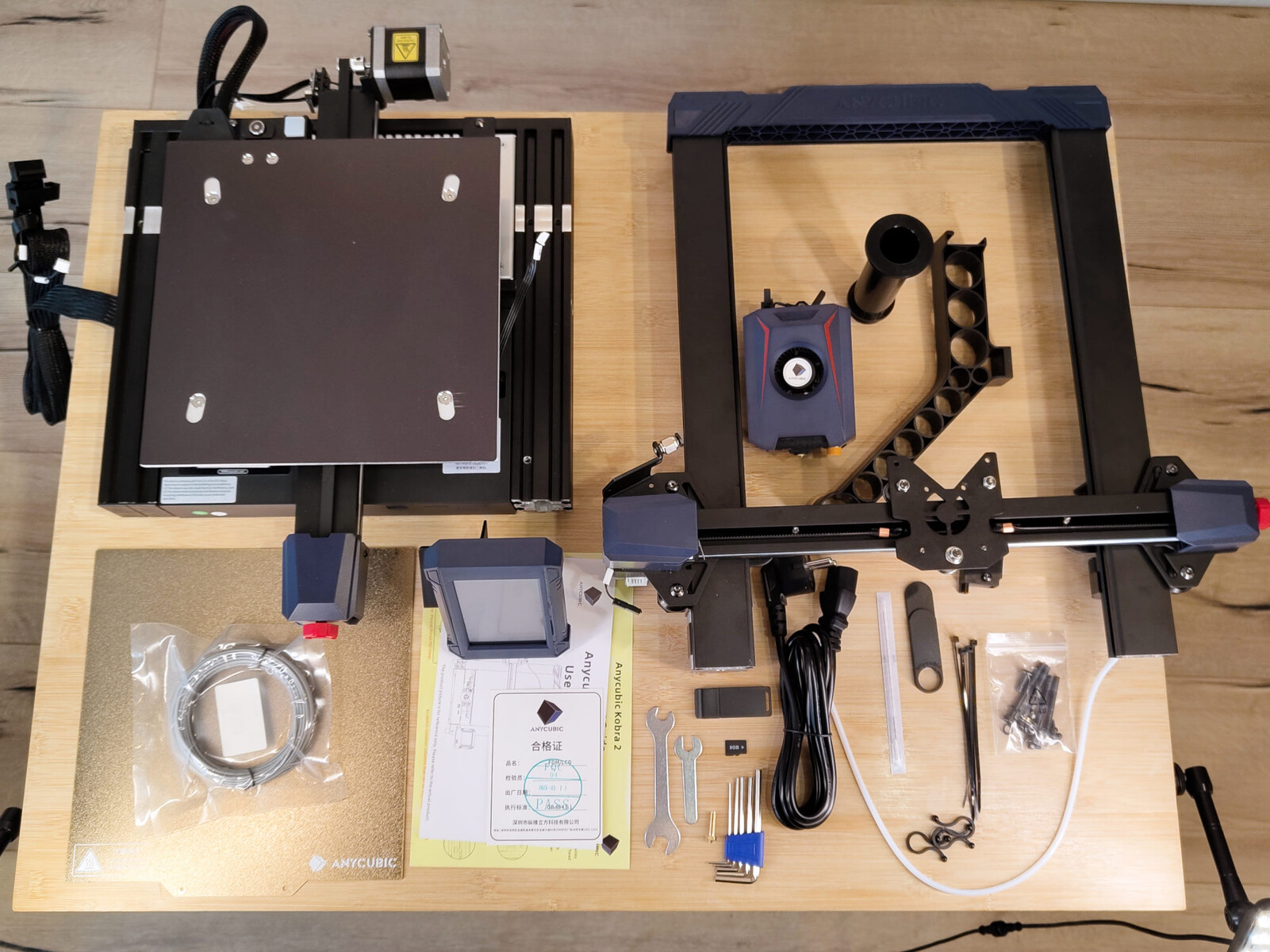

Para el envío, la impresora 3D se desmonta en cuatro conjuntos. El montaje completo no es muy difícil: hay que atornillar un total de once tornillos. Anycubic proporciona las llaves Allen y otras herramientas necesarias. Por último, utilizando el AnchorMake M5hemos visto lo fácil que puede resultar el montaje de una impresora 3D cuando el fabricante proporciona el embalaje como ayuda para el montaje. No es el caso de Anycubic. Aquí, especialmente el montaje del arco es un poco complicado. Los tornillos largos deben atornillarse de alguna manera desde abajo. Para ello, la base puede inclinarse o colocarse sobre el borde de la mesa. Otra dificultad es que en el lado izquierdo de la impresora, un mazo de cables tapa parcialmente el orificio para un tornillo. Una vez montada la hoja, la pantalla y el cabezal de impresión se fijan en las ubicaciones correspondientes. Todos los cables están etiquetados, por lo que asignarlos a las tomas adecuadas no es difícil. El montaje completo nos llevó unos 20 minutos.
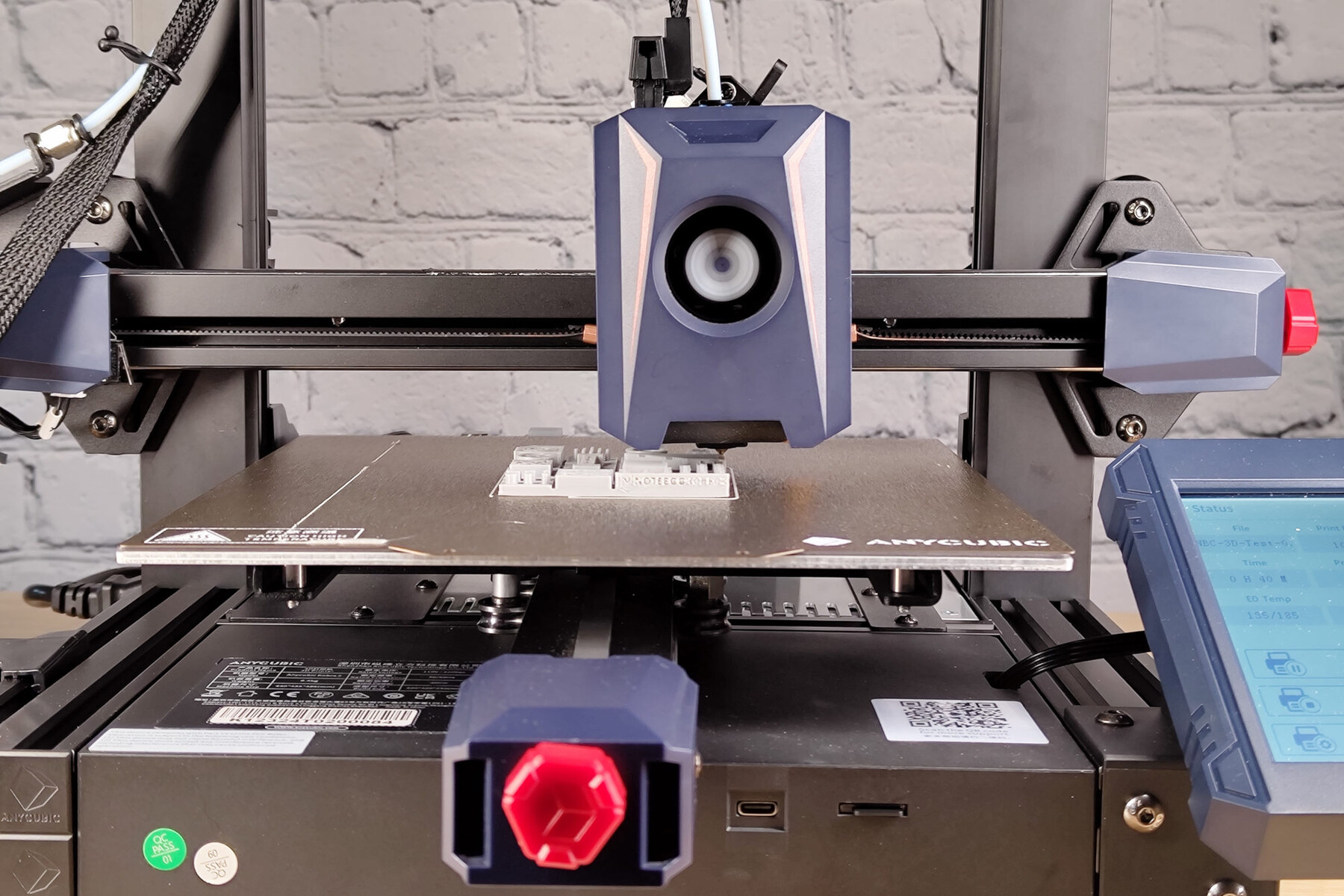
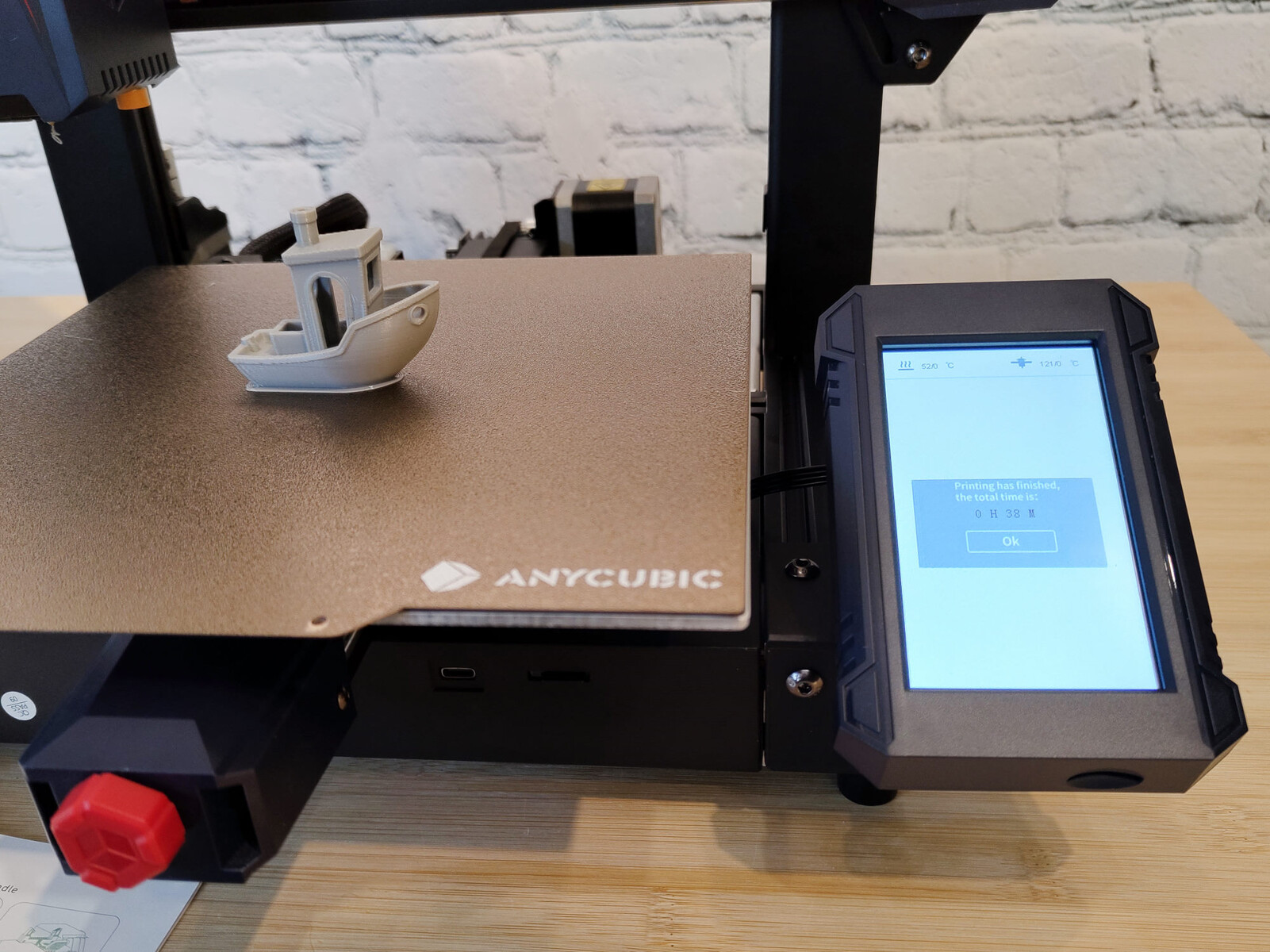
Tras el montaje, la Anycubic Kobra 2 puede ponerse en funcionamiento inmediatamente. Ya hay cuatro archivos listos para imprimir en la tarjeta SD. También hay una copia de Prusa Slicer 2.5 y un archivo de configuración correspondiente en la tarjeta SD. Antes de la primera impresión, sin embargo, se debe ejecutar el programa de nivelación de la cama. Mediante un sensor de inducción y un sensor de boquilla, la Kobra 2 determina la distancia entre la boquilla y la cama de impresión en toda la superficie de forma totalmente independiente. El ajuste manual del área de impresión de 220 x 220 mm no es necesario ni posible.
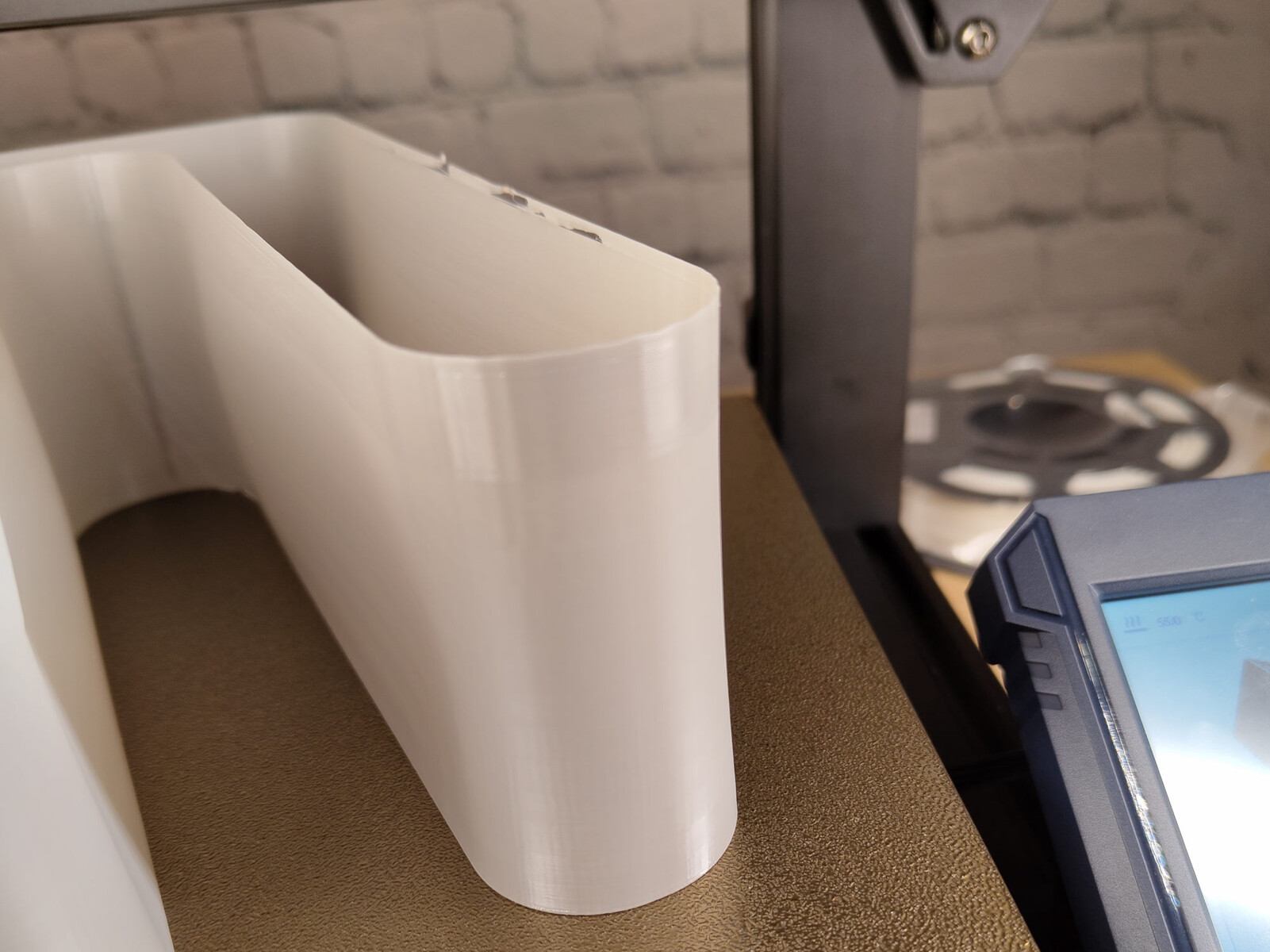
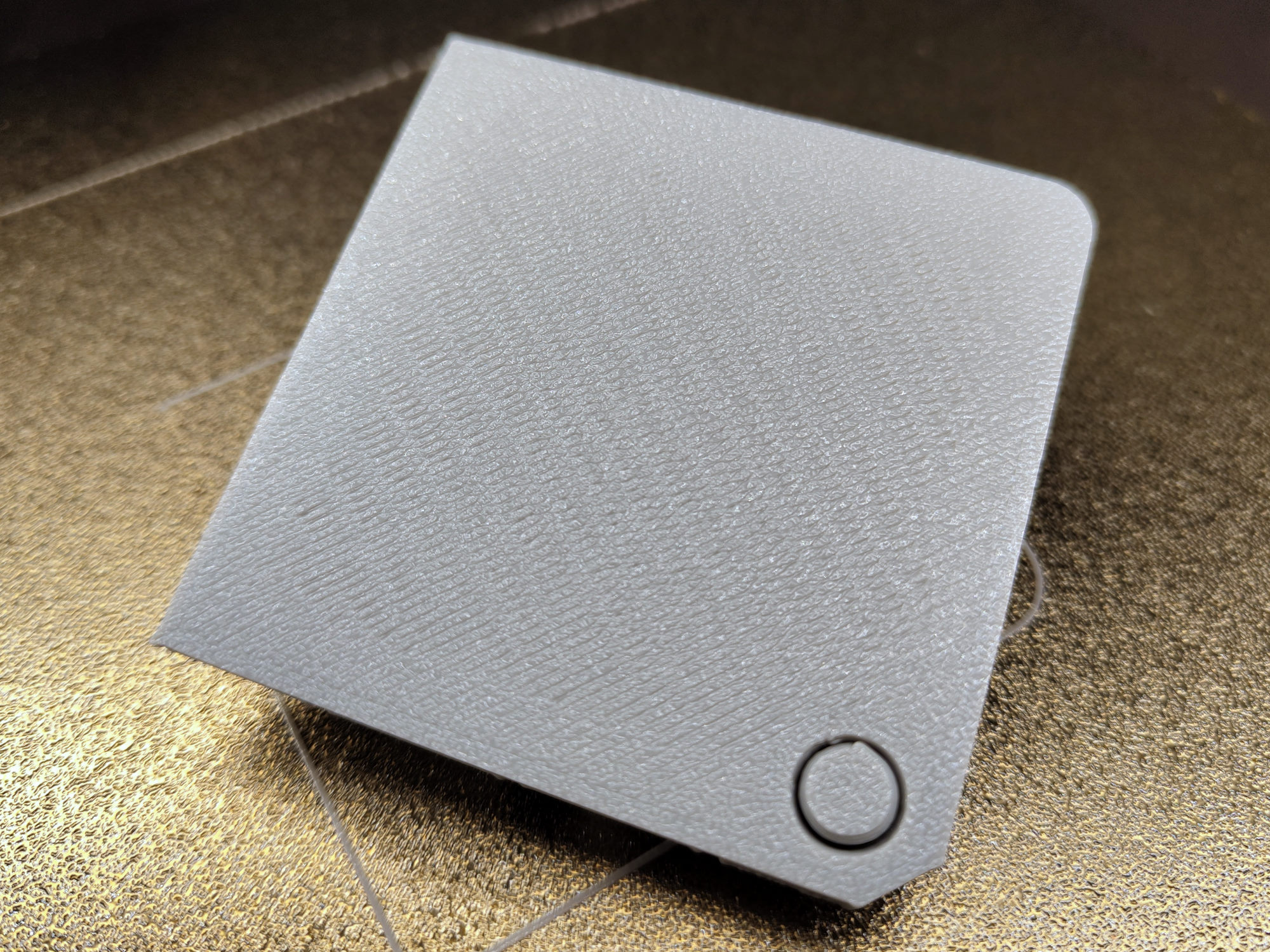
Decidimos imprimir primero un banco 3D clásico directamente a partir de los archivos suministrados. La parte inferior del objeto acabado aquí muestra que los resultados de nivelación automática no eran del todo perfectos. Antes de la siguiente impresión, redujimos la distancia de la boquilla en 0,05 mm en el menú de Kobra 2.
Controlar
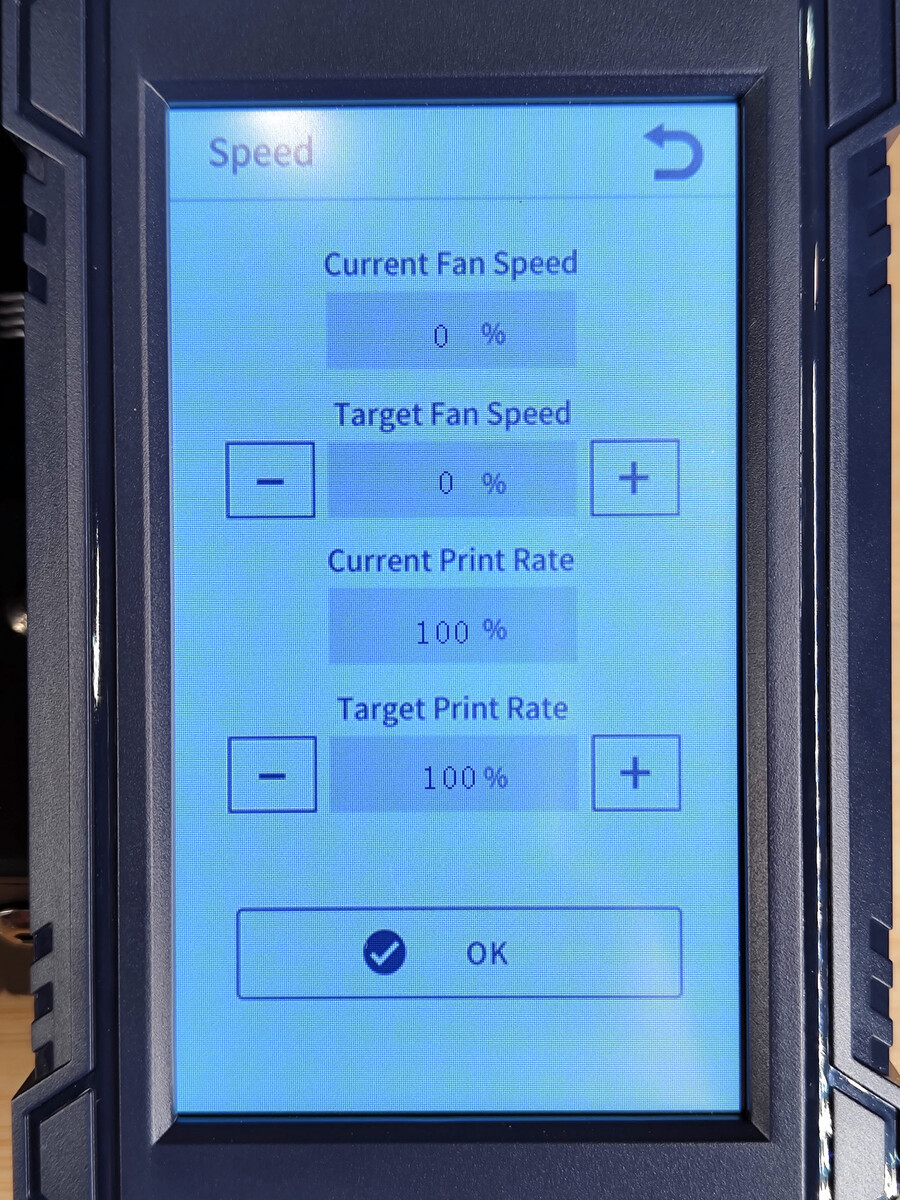
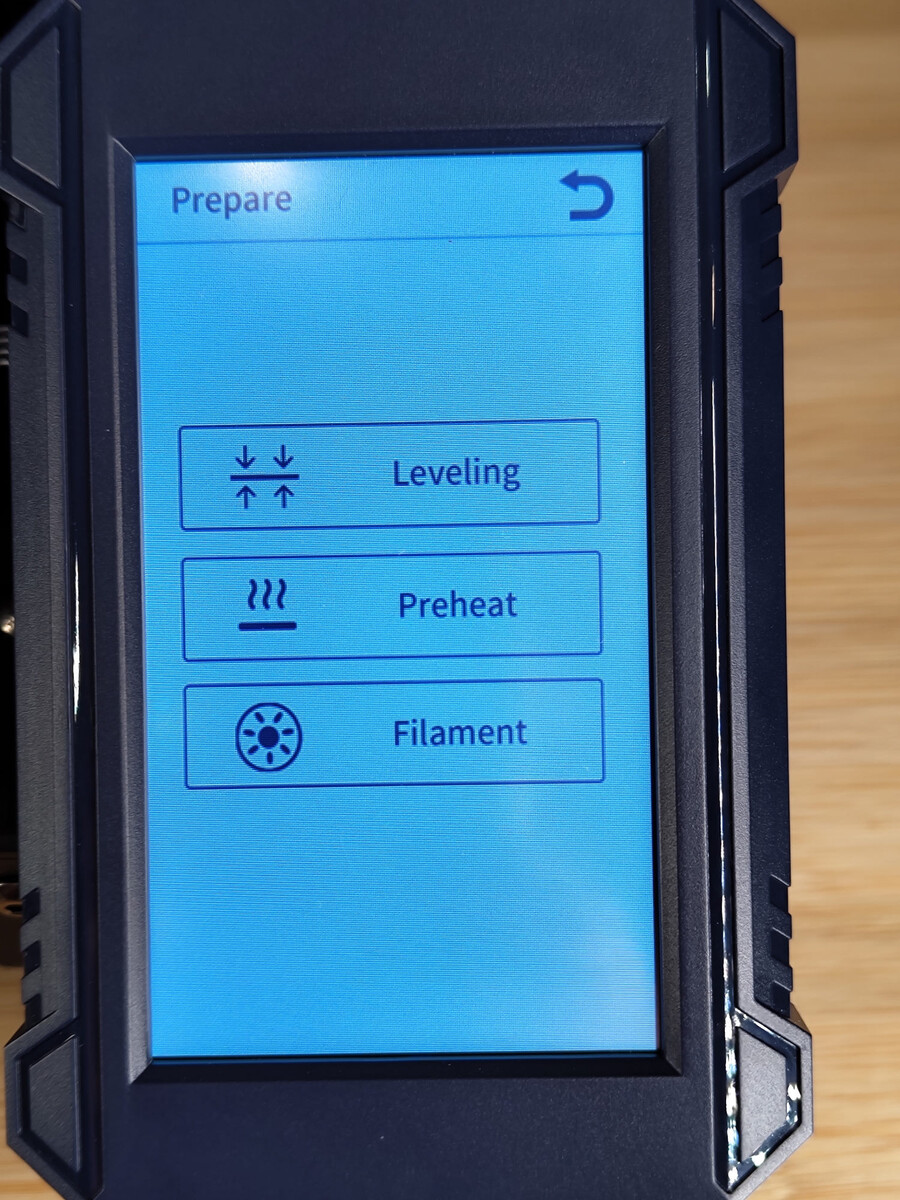
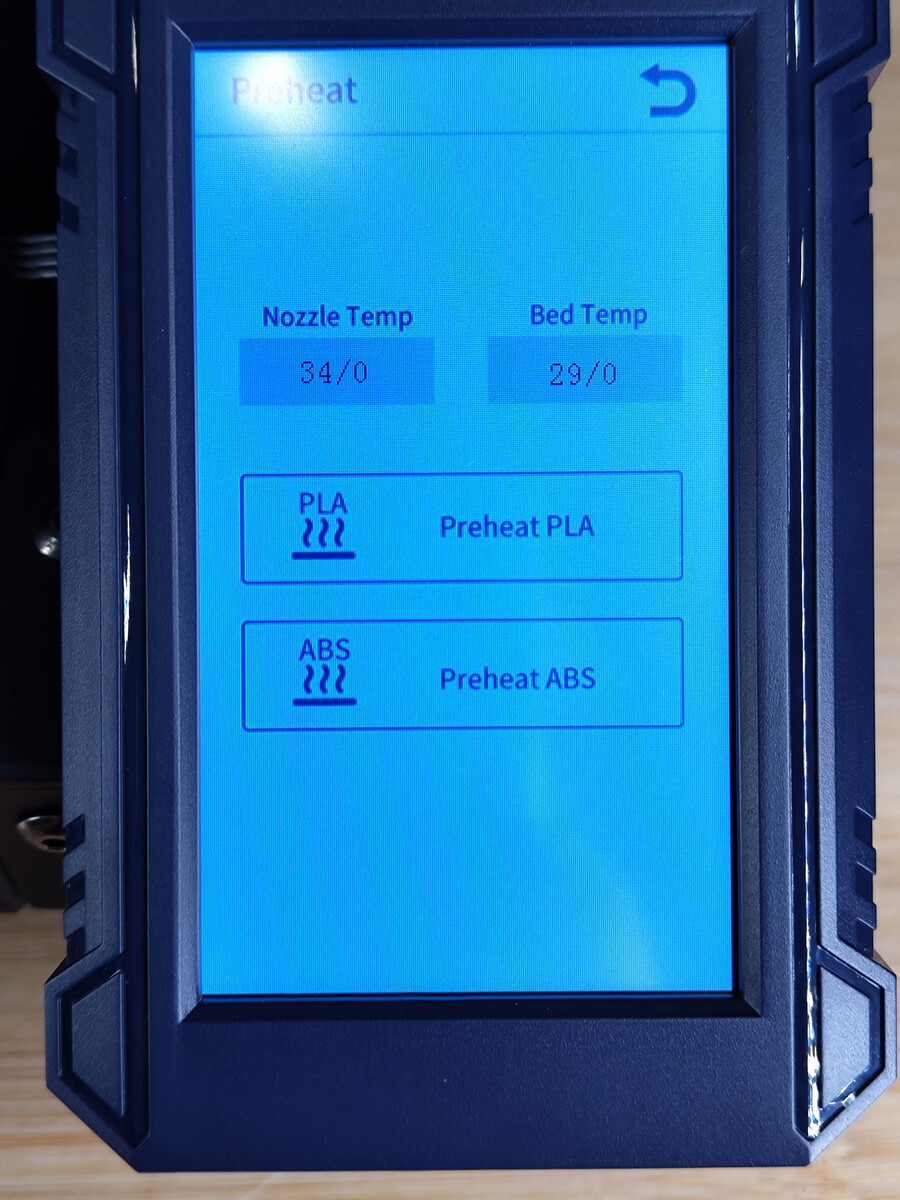
Como la mayoría de las impresoras 3D de Anycubic, la Kobra 2 se controla mediante una pantalla táctil. La interfaz de usuario se entrega en inglés y puede cambiarse a chino. La impresora 3D no admite otros idiomas. Desde la pantalla de inicio se puede acceder a cuatro submenús claramente estructurados. Desde la pantalla de inicio se puede acceder a los códigos GC guardados, la temperatura, la velocidad de impresión, el control del ventilador y la nivelación del lecho de malla. Si quieres más información u opciones de control, no puedes evitar programas como Pronterface y la conexión en serie a través de USB.
Para convertir un archivo 3D en el GCode que entiende la impresora 3D, es necesario un programa correspondiente. Hasta ahora, Anycubic entregaba la slicer Ultimaker Cura con los archivos de configuración correspondientes. Sin embargo, la tarjeta SD de la Kobra 2 contiene un archivo de instalación para Prusa Slicer junto con un archivo de configuración. Aquellos que no se sientan cómodos con el programa probablemente tendrán que crear su propio archivo de configuración para Cura. Sin embargo, Prusa Slicer no es en absoluto inferior a Ultimaker Cura y también puede presumir de tener el mismo Arachne Slice Engine. Por qué Anycubic no lo habilitó por defecto en el archivo de configuración está más allá de nosotros, ya que Arachne proporciona una calidad de impresión mucho mejor y tiempos de impresión más cortos. Anycubic también especifica las velocidades de forma bastante conservadora, teniendo en cuenta que el fabricante anuncia una velocidad de impresión de hasta 250 mm/s para la impresora 3D.
Rendimiento
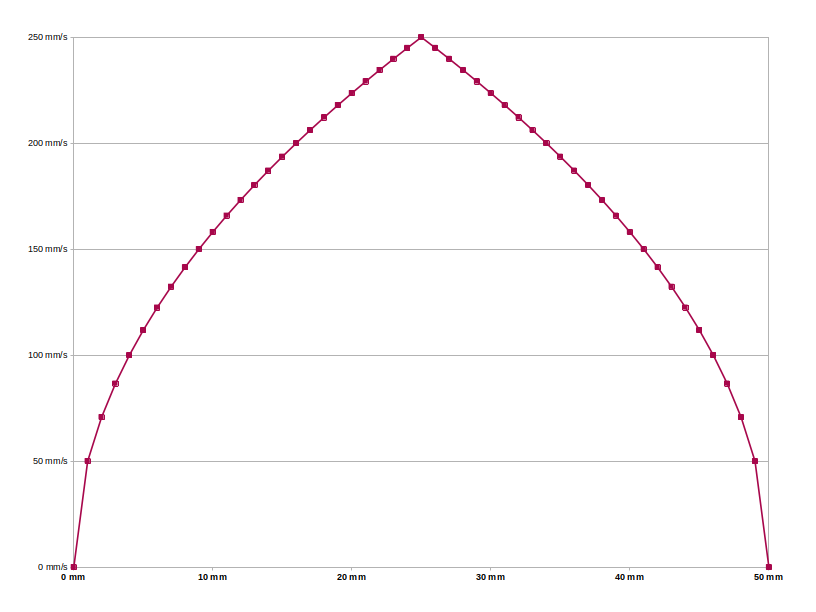
Anycubic crea grandes expectativas con la promesa publicitaria de 250 mm/s. En la prueba práctica, 150 mm/s parecen más realistas. Aunque la potente combinación del extrusor y el hotend puede transportar suficiente plástico para alcanzar incluso más de 250 mm/s, es el sistema de movimiento el que limita la velocidad en este caso. Incluso a los 150 mm/s recomendados por Anycubic, los resultados de impresión muestran claros signos de una velocidad demasiado alta. Además, los ajustes de la Cobra 2 permiten en realidad aceleraciones relativamente bajas de 2.500 mm/s. Para conseguir 250 mm/s a este valor de aceleración, habría que imprimir líneas rectas de al menos 50 mm de longitud. No obstante, la impresora 3D produce objetos de una calidad más que aceptable.
Cama de impresión
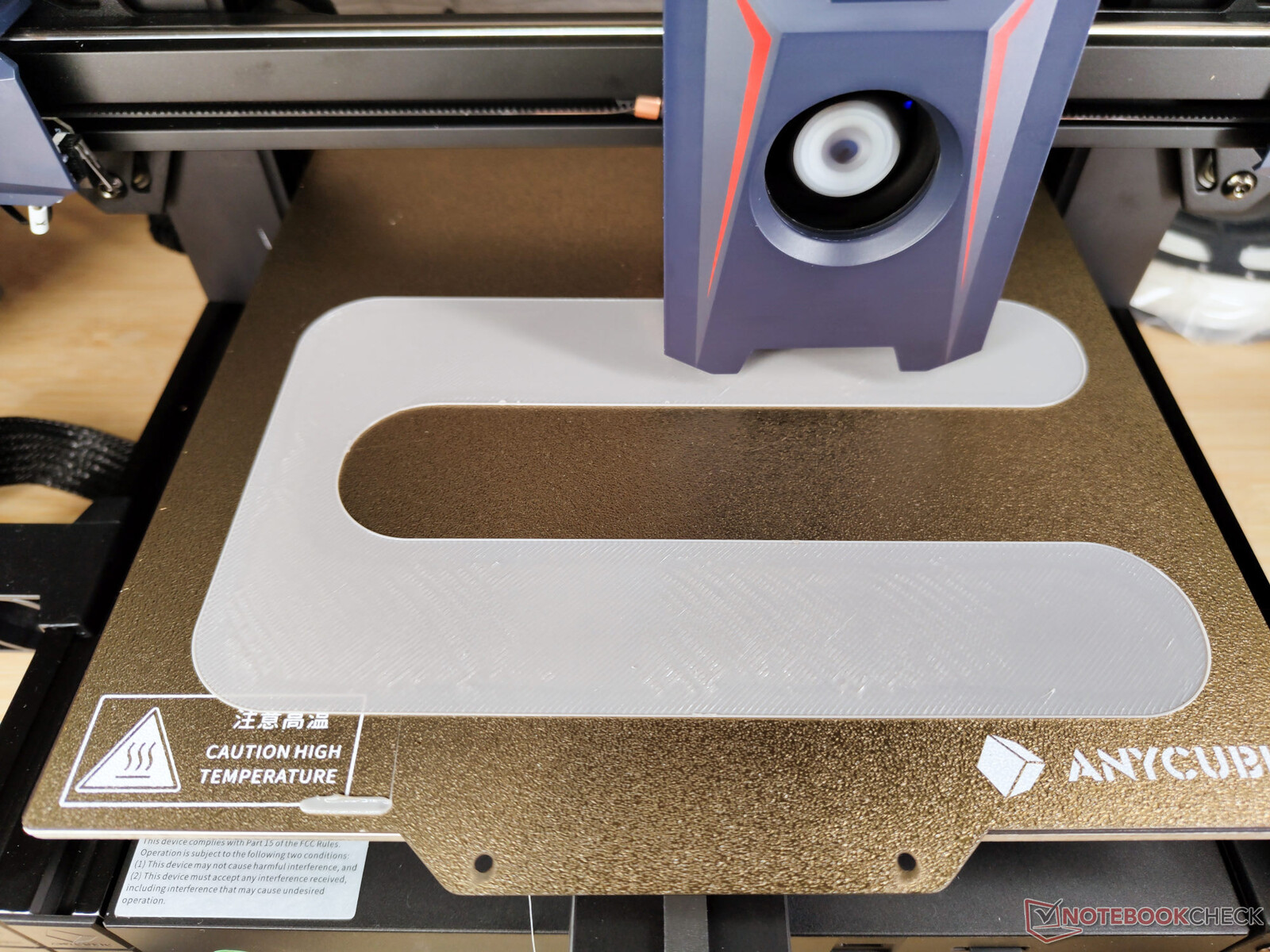
La base de impresión de la Anycubic Kobra 2 también consiste en una estructura multicapa. La base es una placa de aluminio de aproximadamente 2 mm de grosor. Se calienta desde la parte inferior. En la parte superior se pega una lámina magnética que cubre casi toda la superficie. Sobre ella se aplica la placa de impresión magnética de acero para muelles recubierta de PEI. El revestimiento de PEI es muy rugoso y garantiza una buena adherencia. Sin embargo, el requisito previo es que la superficie esté limpia y libre de grasa y se haya calentado por encima de la temperatura de transición vítrea del filamento. Dado que el PEI es muy resistente a los productos químicos, también se puede utilizar sosa cáustica, acetona o alcohol para la limpieza.
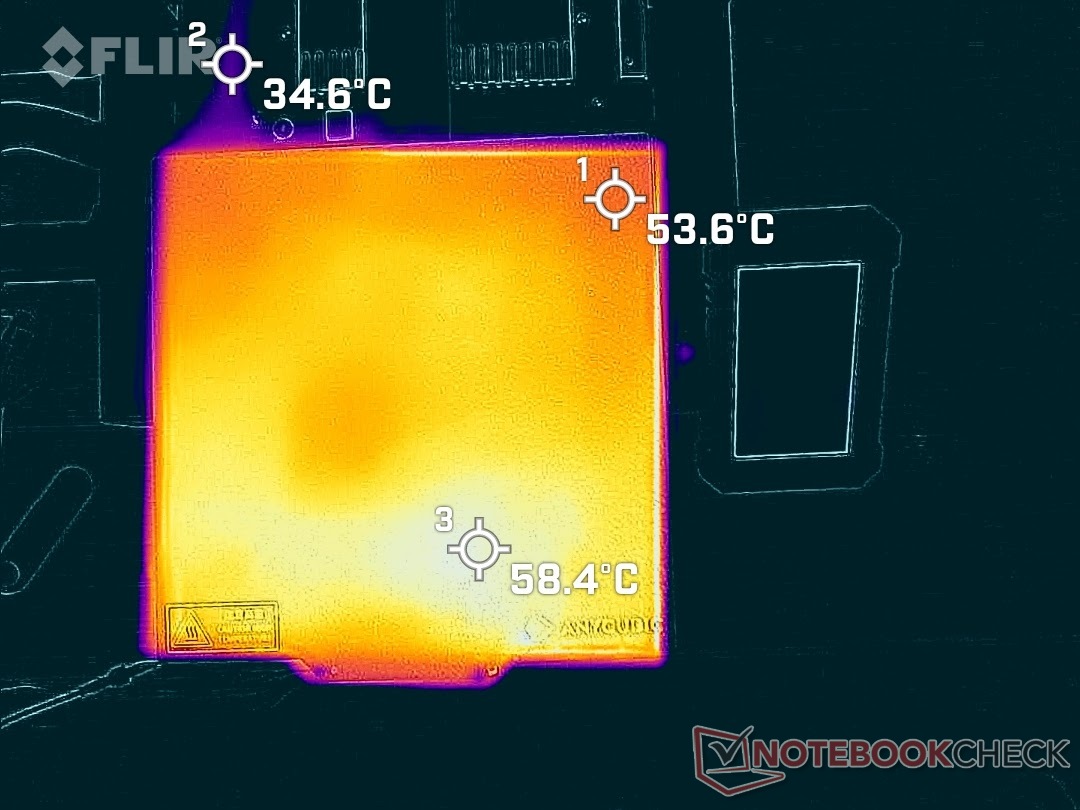
El lecho de impresión no está aislado en la parte inferior. Sin aislamiento, la impresora 3D consume más energía y el lecho de impresión presenta más diferencias de temperatura. La imagen térmica muestra temperaturas entre 53,6 °C y 58,4 °C a una temperatura objetivo de 60 °C en el dispositivo de prueba. A una temperatura ambiente de 22,6 °C, el mazo de cables que va a la cama de impresión se calienta hasta 34,6 °C. El bajo calentamiento es una prueba de la buena elección de la sección transversal del cable a la cama de impresión. El cable debe transmitir hasta 400 vatios. De este modo, la temperatura de funcionamiento de 60 °C para imprimir PLA se alcanza en unos 100 segundos. Como máximo, el lecho de impresión puede calentarse hasta 110 °C. Esto lleva más de 5 minutos.
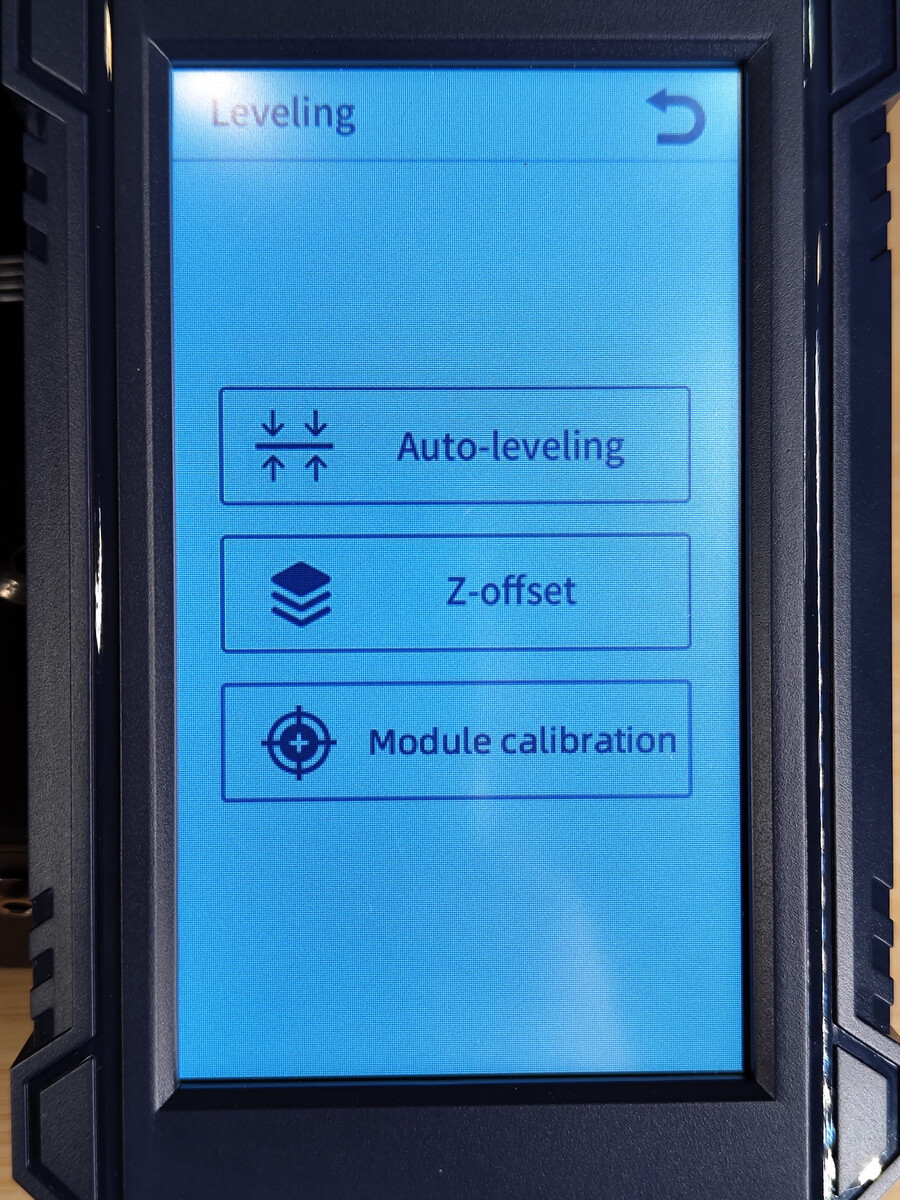
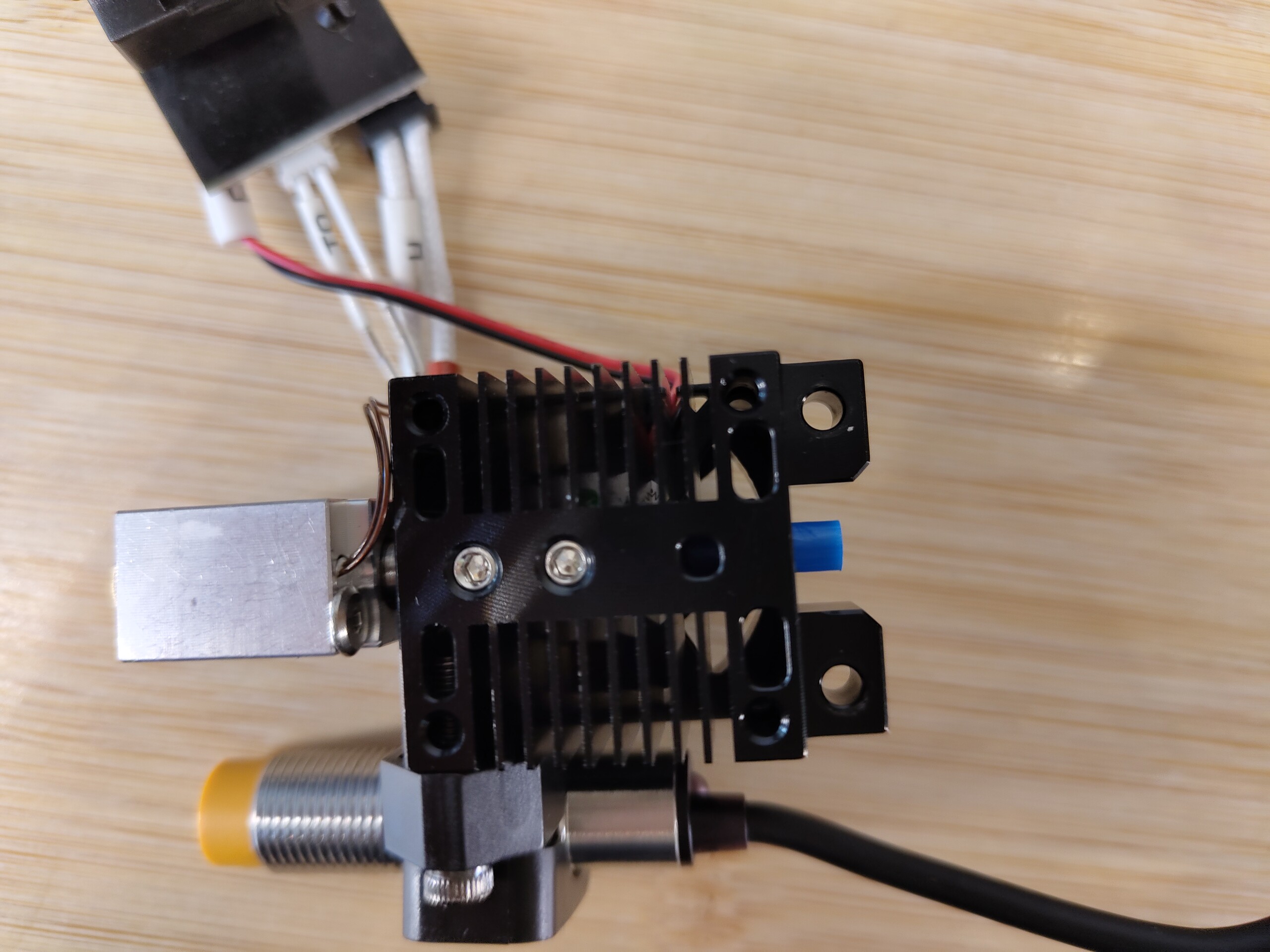
Nivelación automática de lechos de malla LeviQ 2.0
En la práctica de la impresión 3D, una buena primera capa a menudo determina el éxito o el fracaso de una impresión 3D más que cualquier otra cosa. Con LeviQ 2.0, la Anycubic Kobra 2 da un paso más para que el usuario configure la impresora 3D de forma óptima. Como hemos comprobado en las pruebas, este proceso también tiene que ser configurado primero por el usuario, sin embargo, se trata de un único paso que garantiza aquí un resultado perfecto. Después de configurar la impresora 3D, es importante configurar correctamente la posición del sensor en el firmware. Si la boquilla de filamento golpea el sensor exactamente en el centro, los resultados de LeviQ 2.0 serán casi perfectos. No prestamos atención a esto al principio, lo que significaba que la distancia de la boquilla a la cama de impresión era demasiado grande en la primera prueba 3DBenchy y demasiado pequeña en la prueba Notebookcheck FDM. Sólo hacia el final del período de prueba nos dimos cuenta de este error.
LeviQ 2.0 mide la cama de impresión con un sensor de proximidad inductivo en 25 puntos. A continuación, la boquilla se calienta en el extrusor, se limpia en la almohadilla de silicona y también se mide. El usuario final sólo tiene que iniciar el proceso a través del menú de la pantalla táctil, y la Anycubic Kobra 2 hace el resto por sí sola. El proceso dura unos cinco minutos.
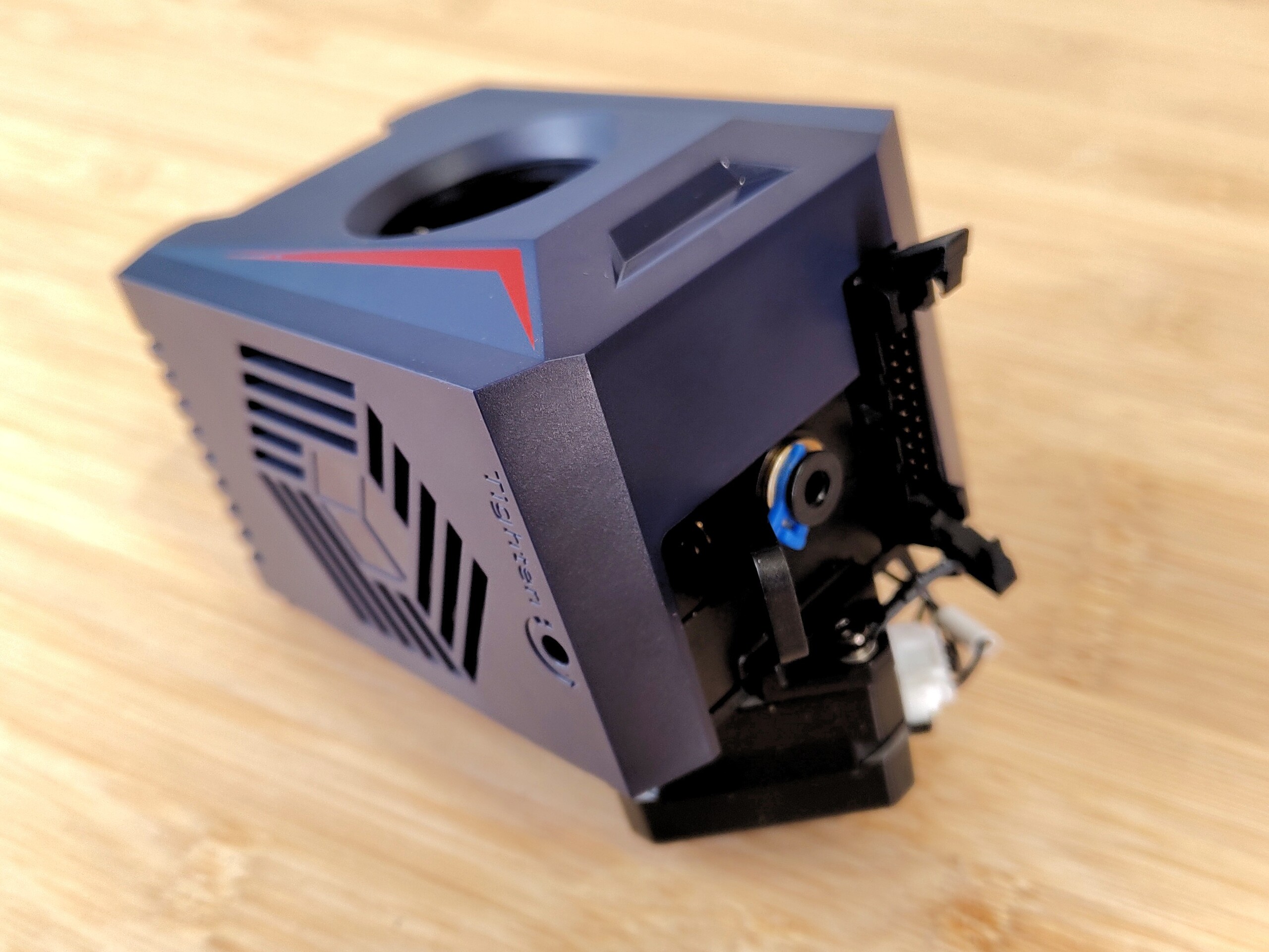
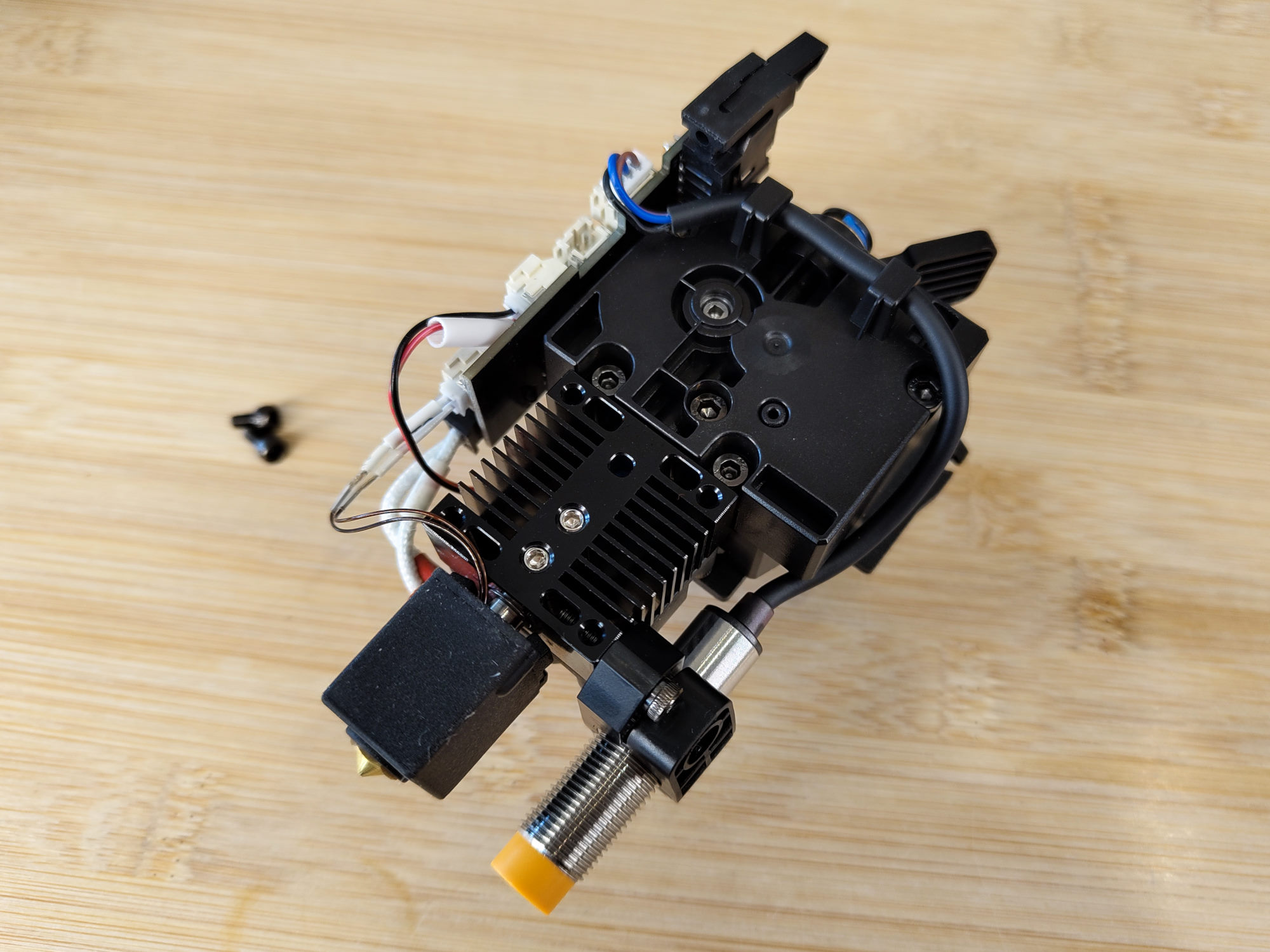
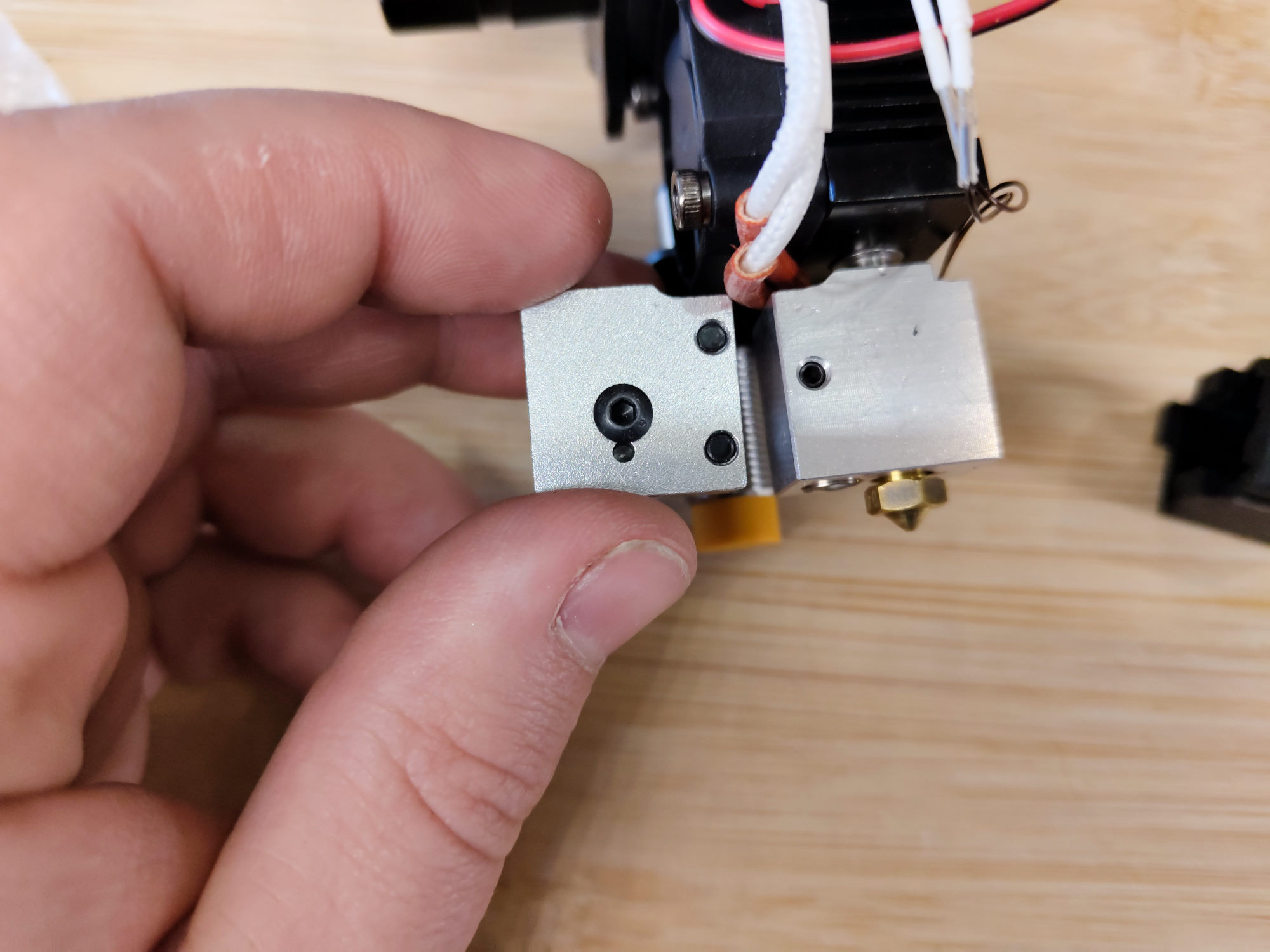
Hotend y extrusora
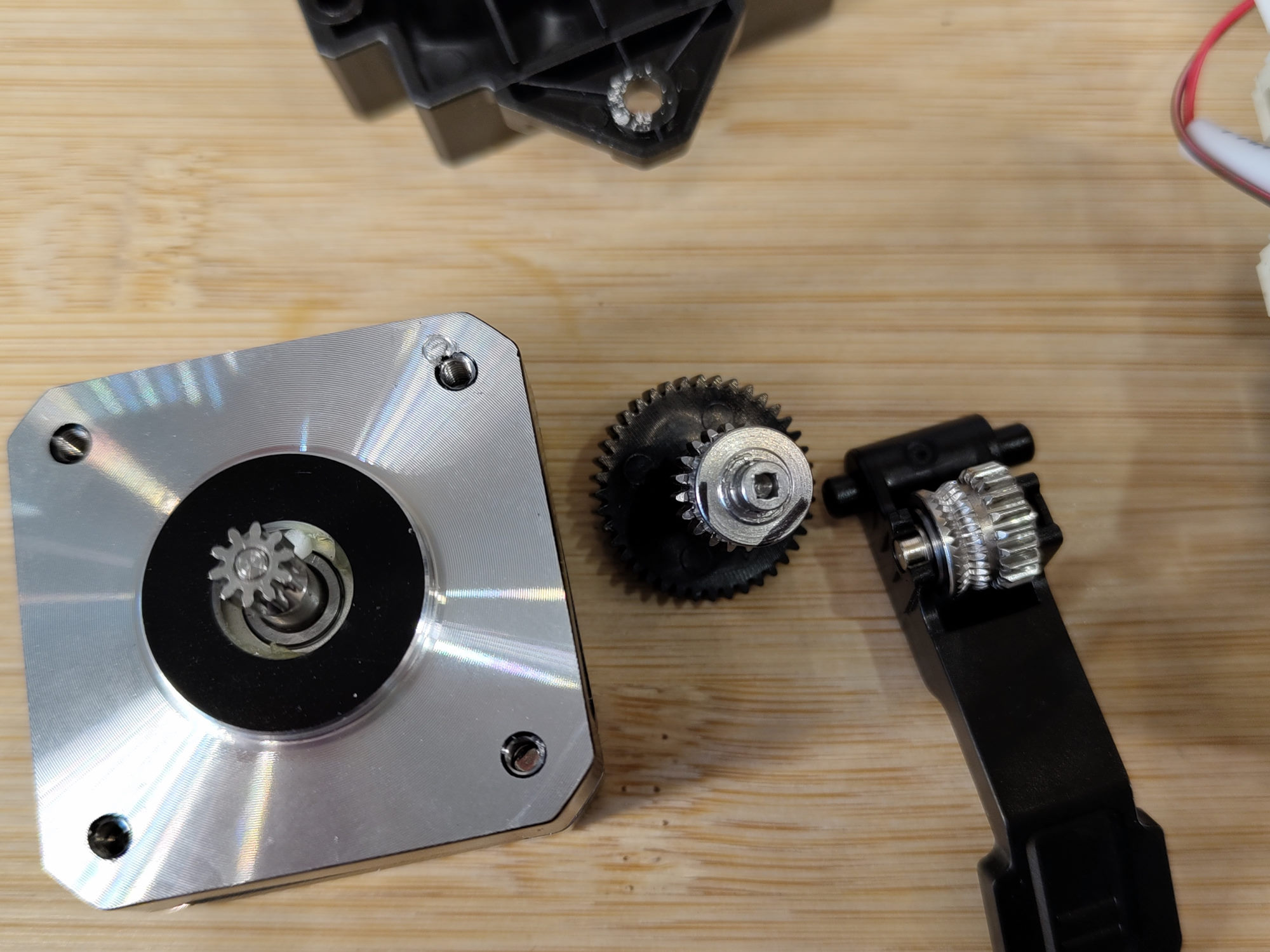
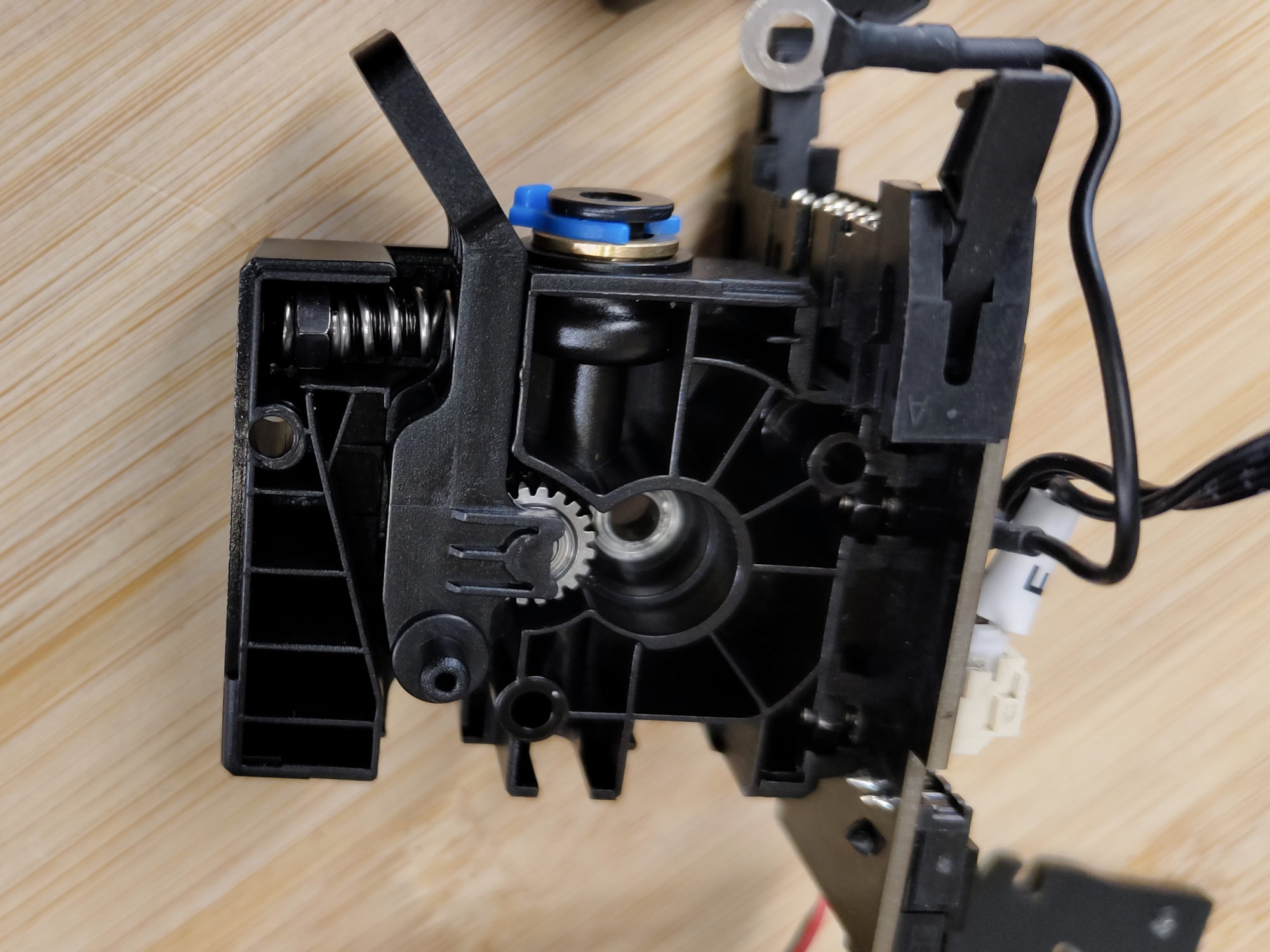
Probablemente los cambios más notables de la nueva Cobra 2 son el hotend, el extrusor y el diseño completo del cabezal de impresión. El extrusor se sitúa directamente encima del hotend, por lo que sigue siendo un extrusor de accionamiento directo. Pero ningún componente es el mismo. El bloque calentador y la matriz tienen ahora el formato Volcano. Desde ambos lados, el filamento en el extrusor es accionado por un motor paso a paso NEMA 17. Éste está montado de forma que su centro de gravedad se encuentra aproximadamente por encima del eje X de la impresora. Como resultado, todo el cabezal de impresión está mucho mejor equilibrado en comparación con el predecesor.
El hotend del Volcano se calienta con hasta 60 vatios. Esto significa que alcanza la temperatura de funcionamiento en pocos segundos y que puede mantenerla incluso con caudales elevados.
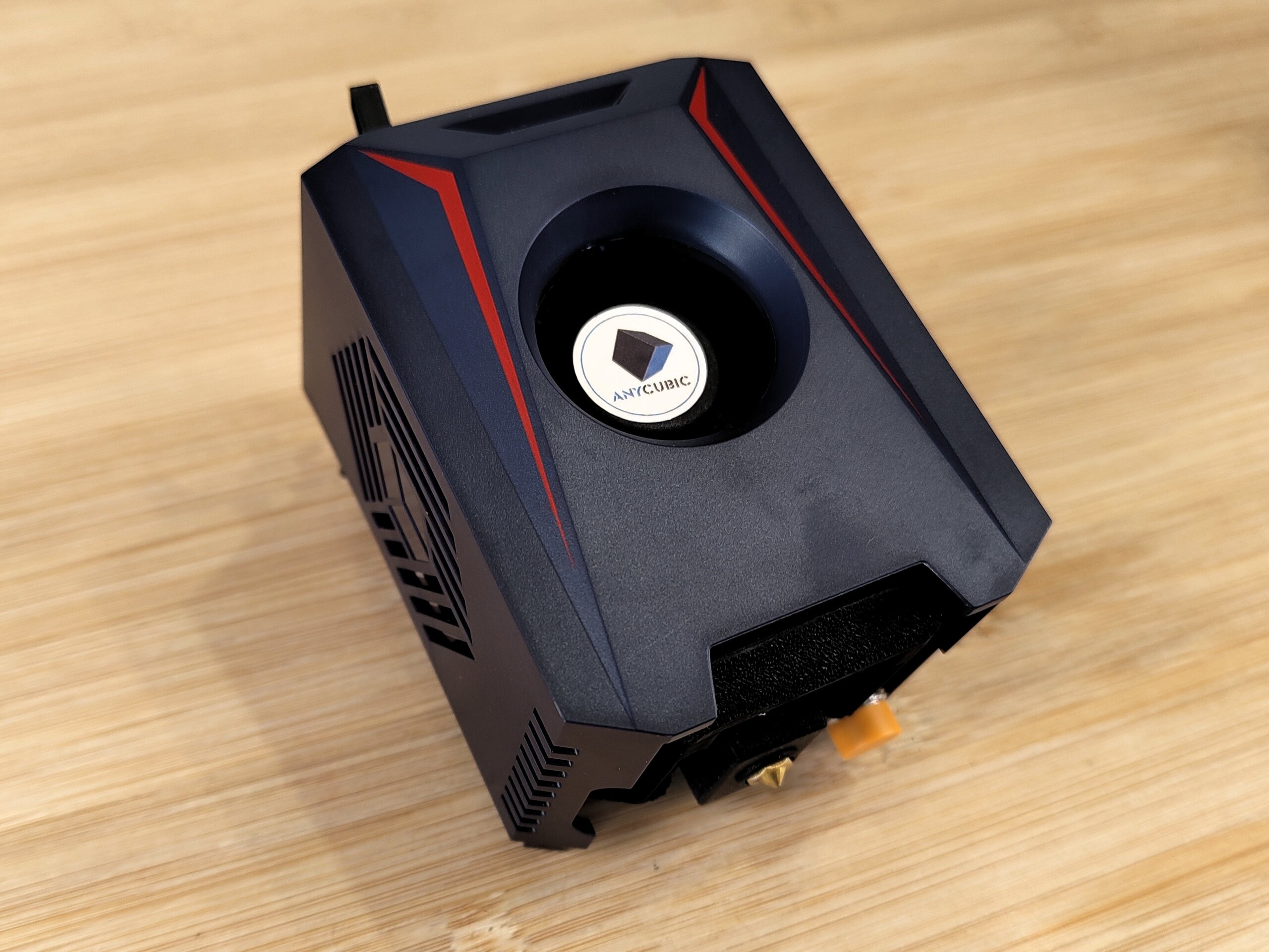
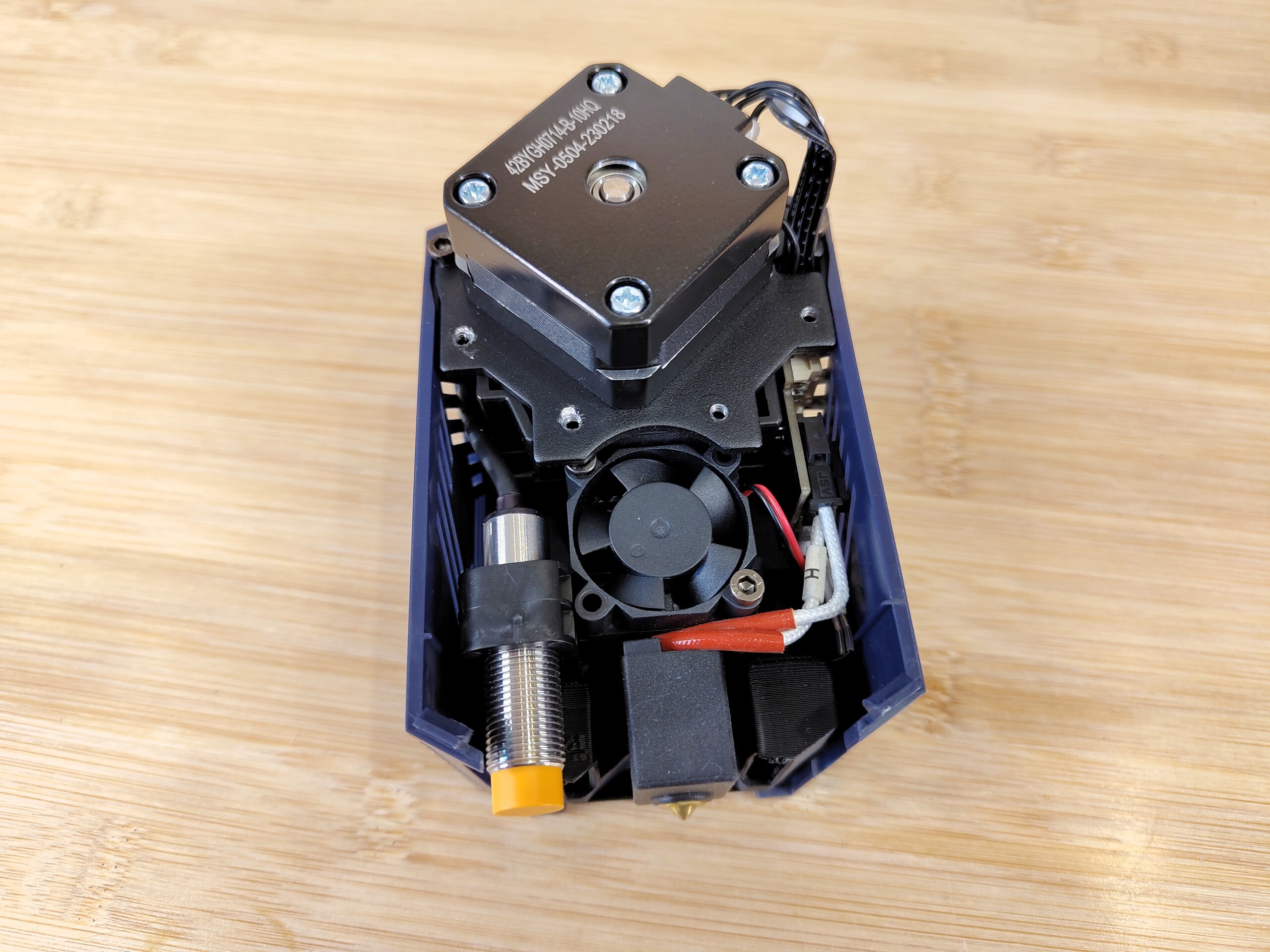
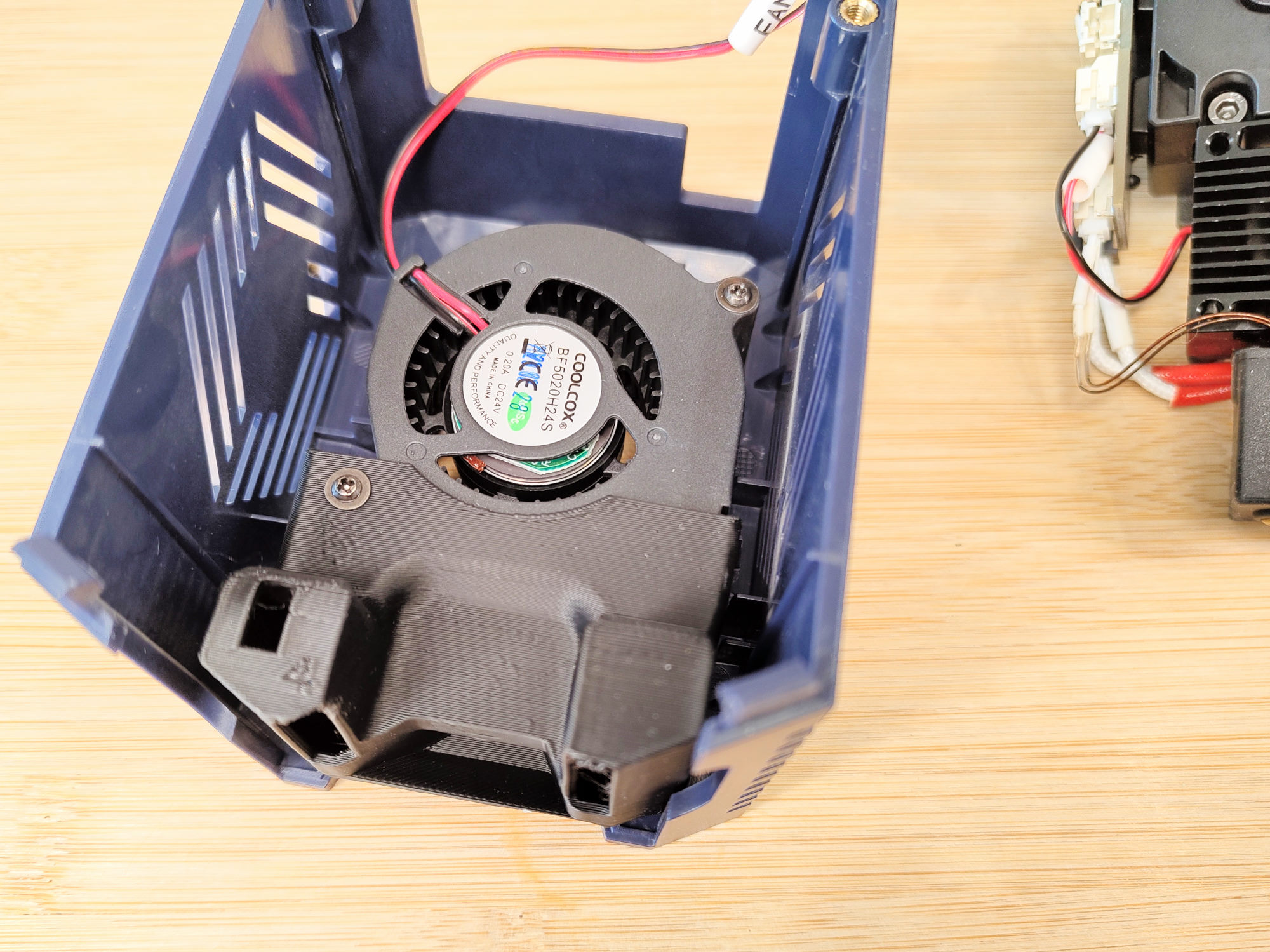

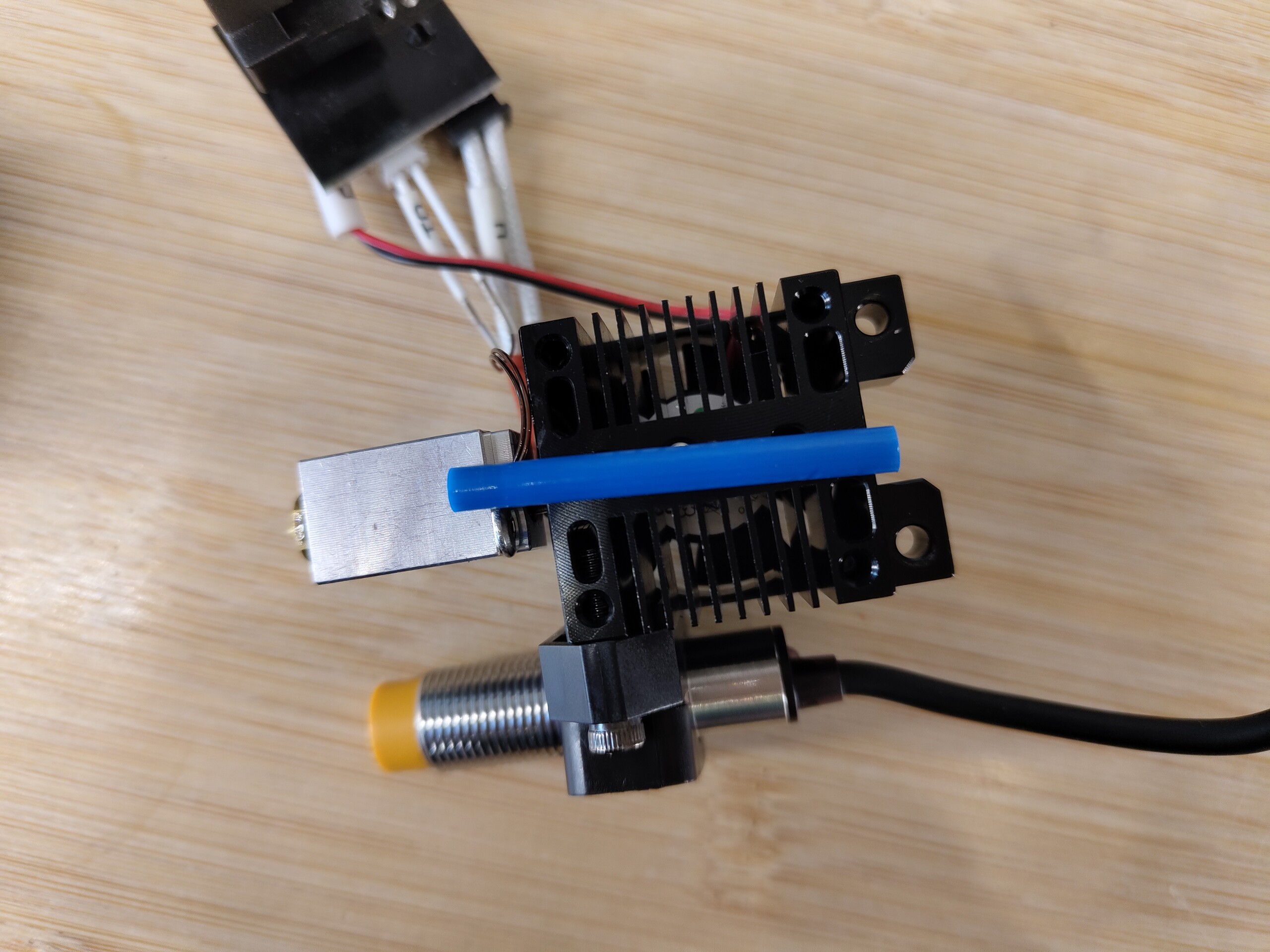
Un ventilador de 4,8 vatios se encarga de que el filamento recién impreso se enfríe rápidamente. Anycubic ha conectado una boquilla de la impresora 3D corriente arriba, lo que dirige el flujo de aire bastante más allá de la boquilla de filamento de 0,4 mm.
En las pruebas de velocidad de impresión en el mundo real, el extrusor proporcionó de forma fiable un caudal de más de 24 mm³/s, lo que lo haría ideal para velocidades de impresión superiores a 250 mm/s. Por desgracia, el sistema de movimiento no puede mantener el ritmo a estas altas velocidades. A pesar de que los ejes están limpios y recién lubricados, se producen vibraciones considerables en el dispositivo a velocidades de impresión superiores a 240 mm/s. Éstas eran tan graves que nos vimos obligados a mover el dispositivo a altas velocidades. Éstas eran tan graves que nos vimos obligados a abortar aquí la prueba práctica de la velocidad de impresión.
Un pequeño punto de crítica sobre el hotend es el inliner de PTFE. El plástico, que no debe calentarse por encima de 270 °C, llega también a la zona de calentamiento de Cobra 2.


Calidad de impresión
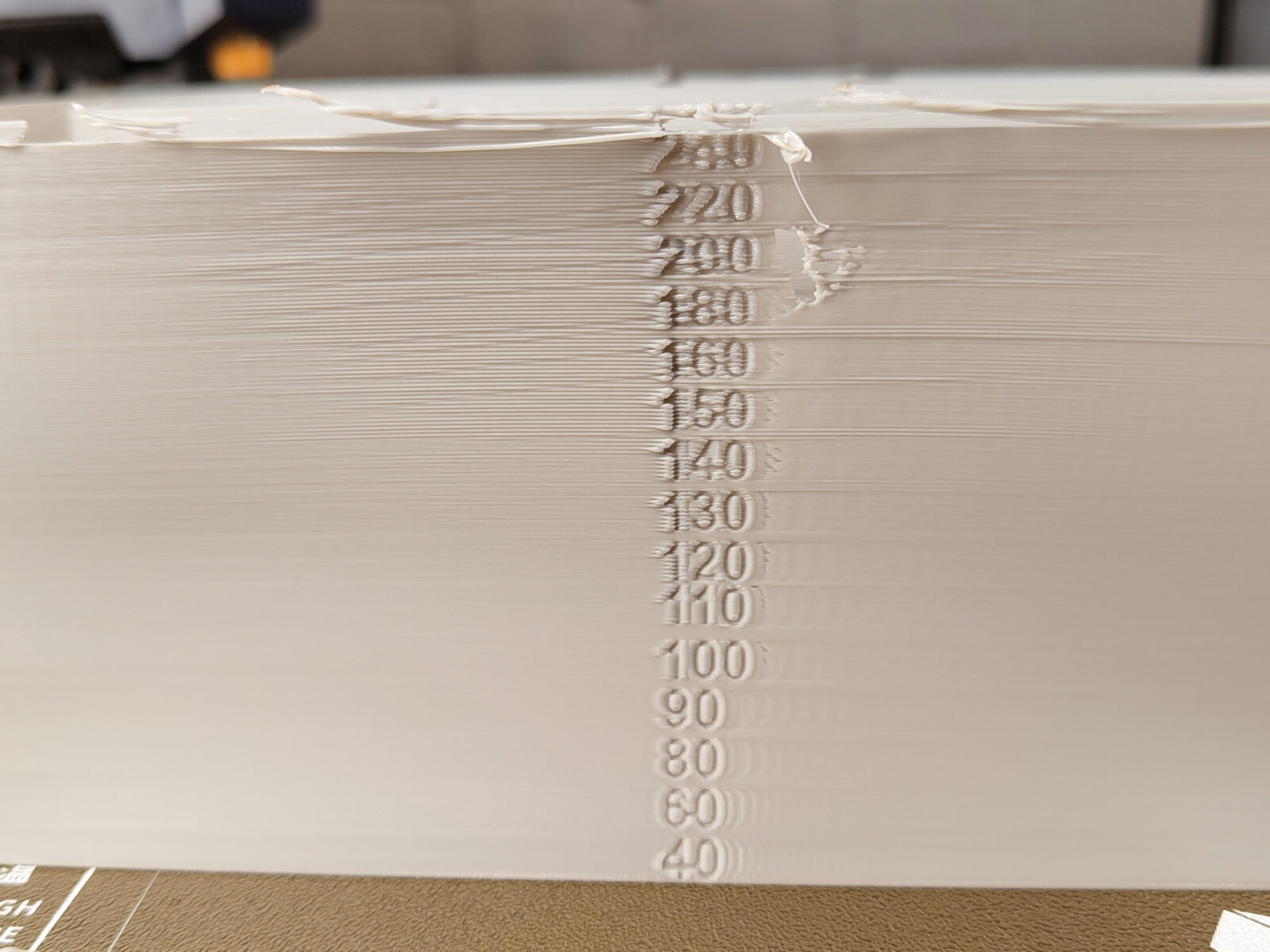
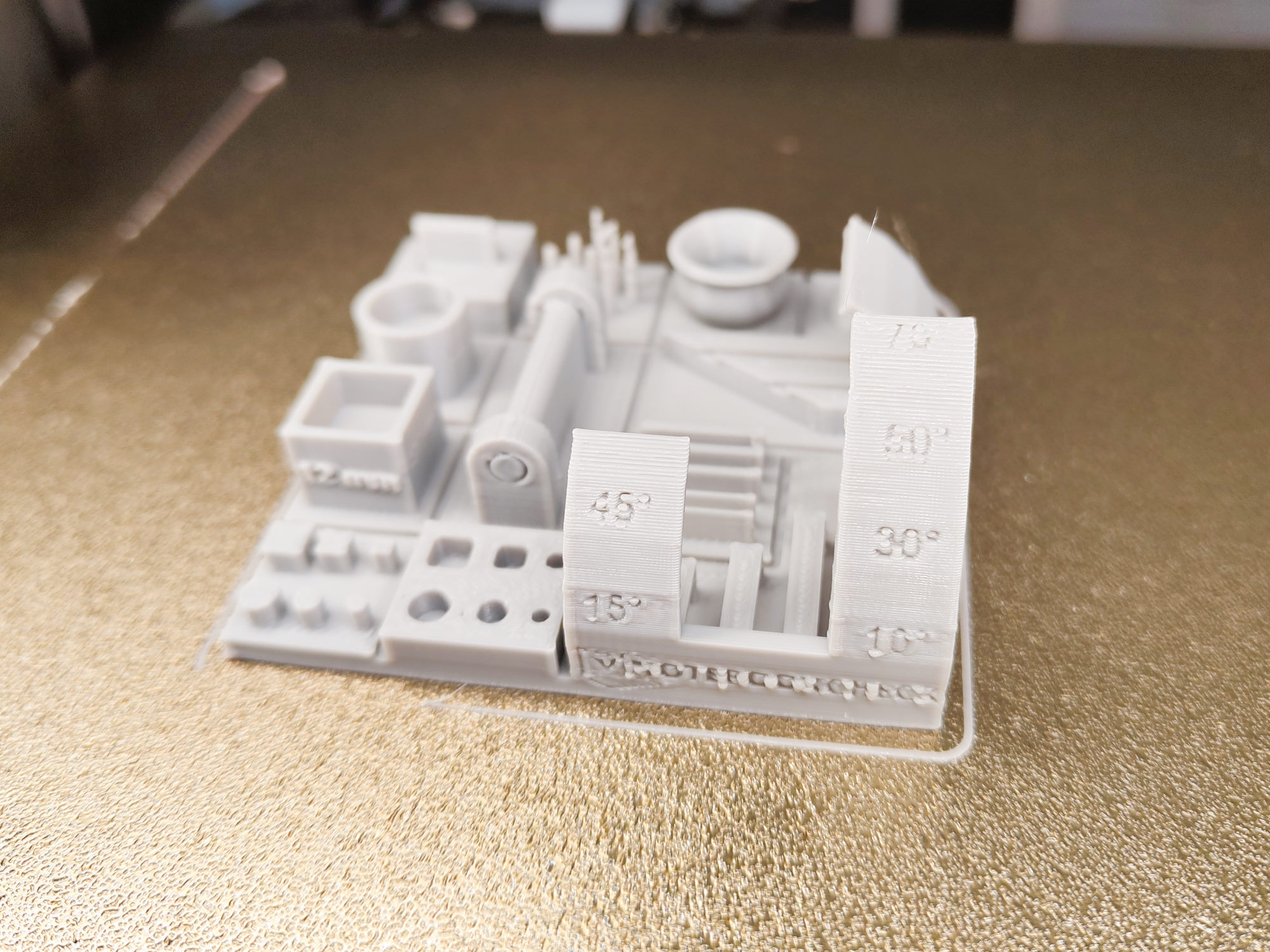
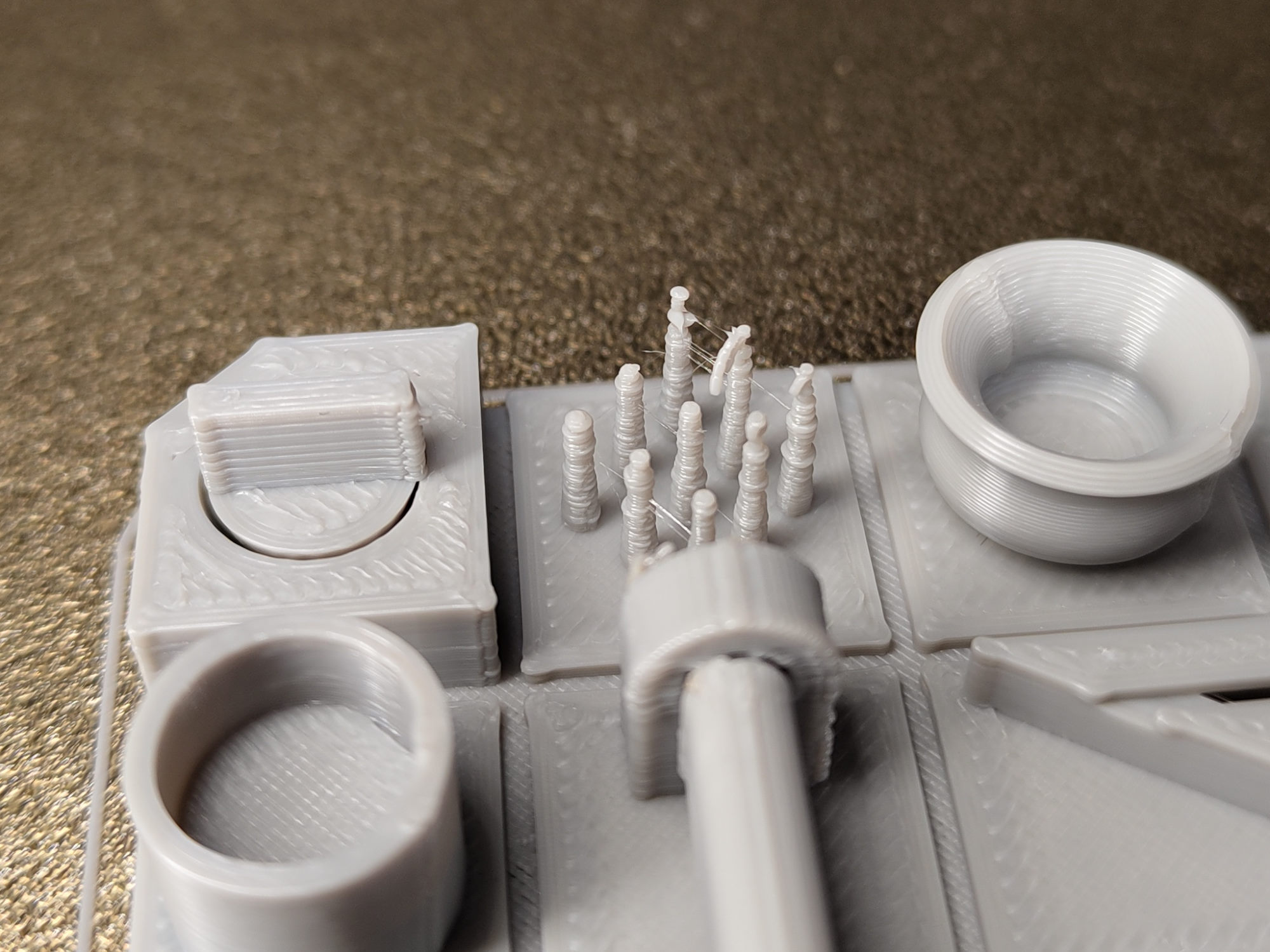
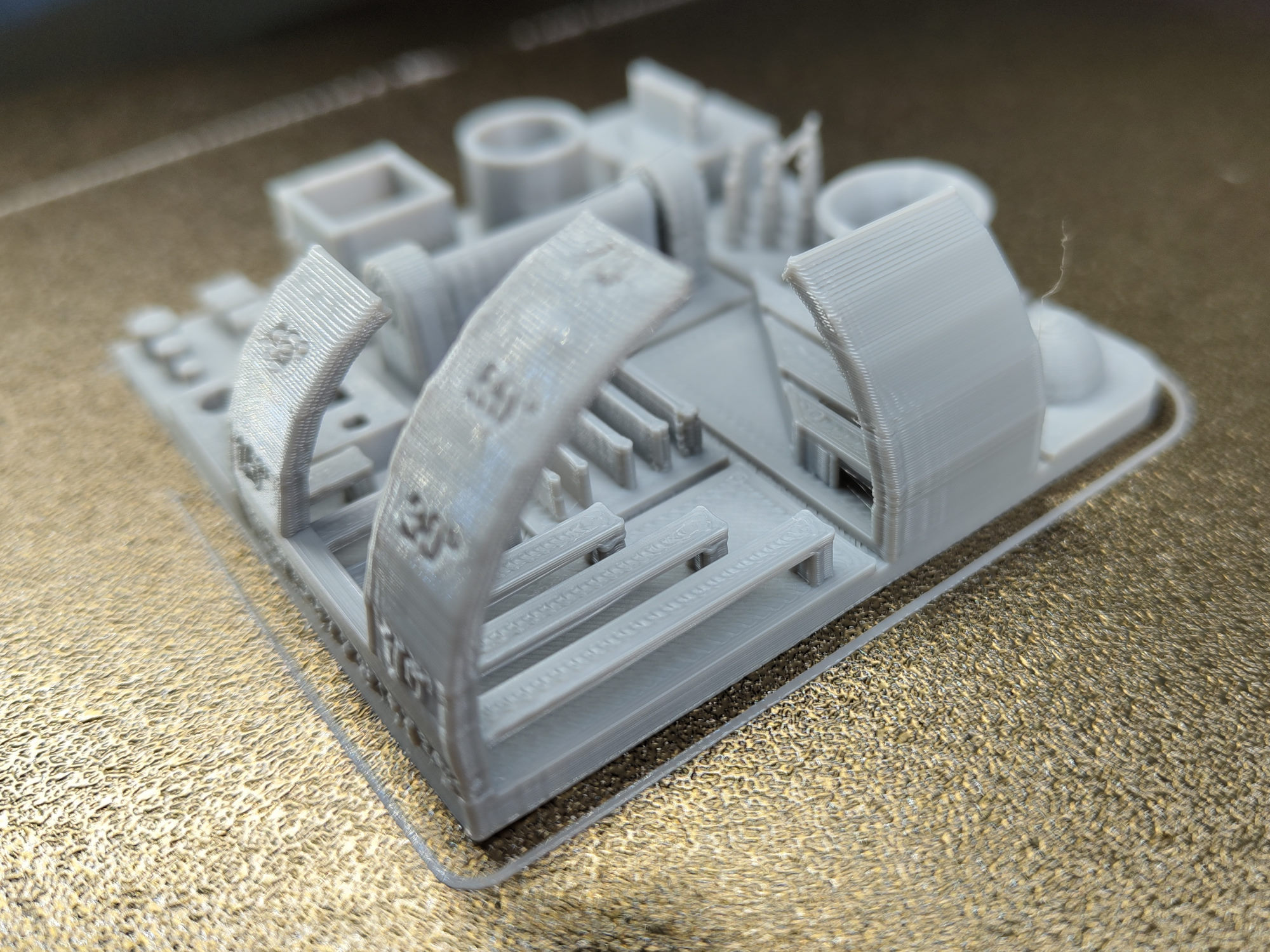
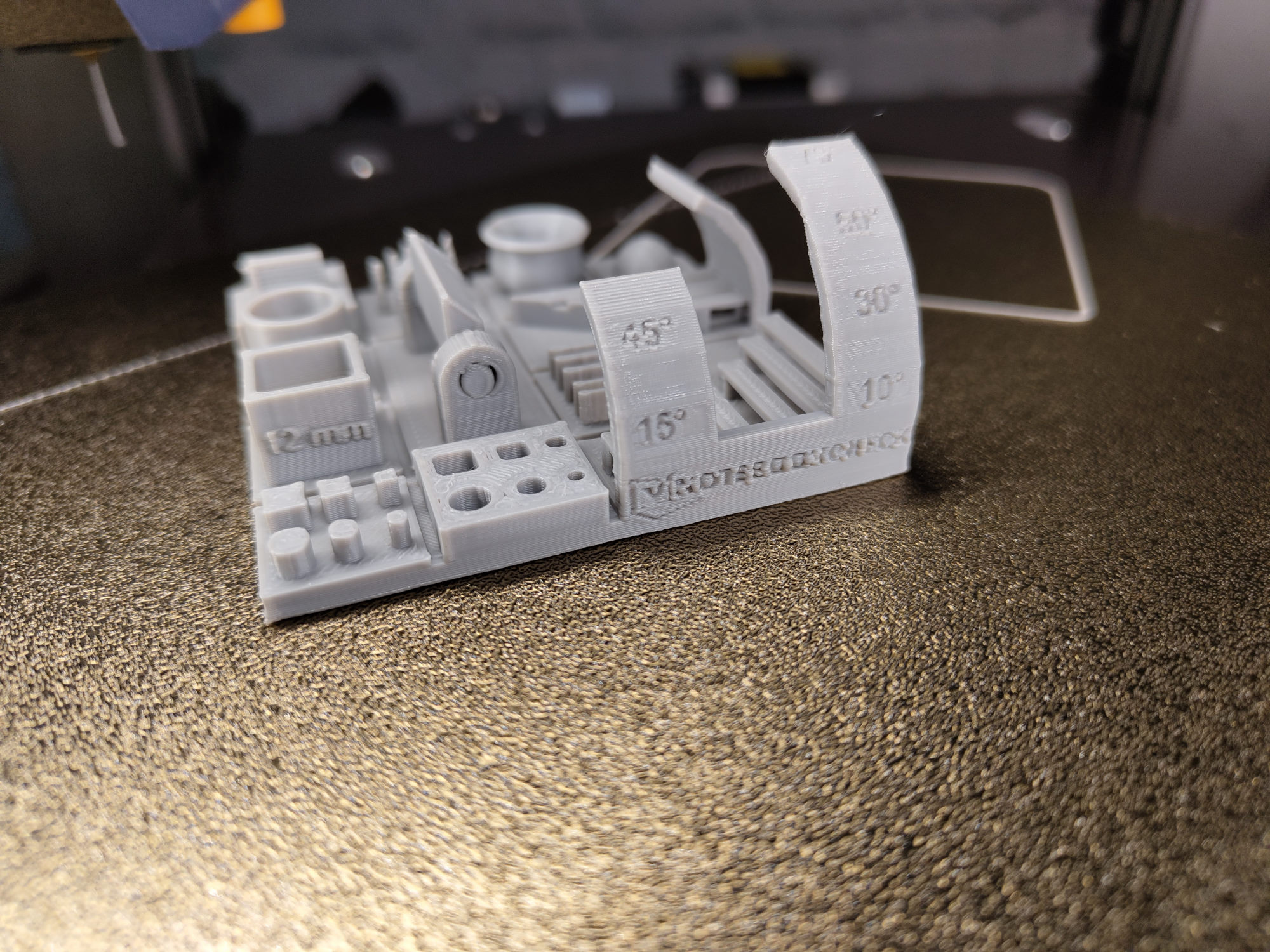
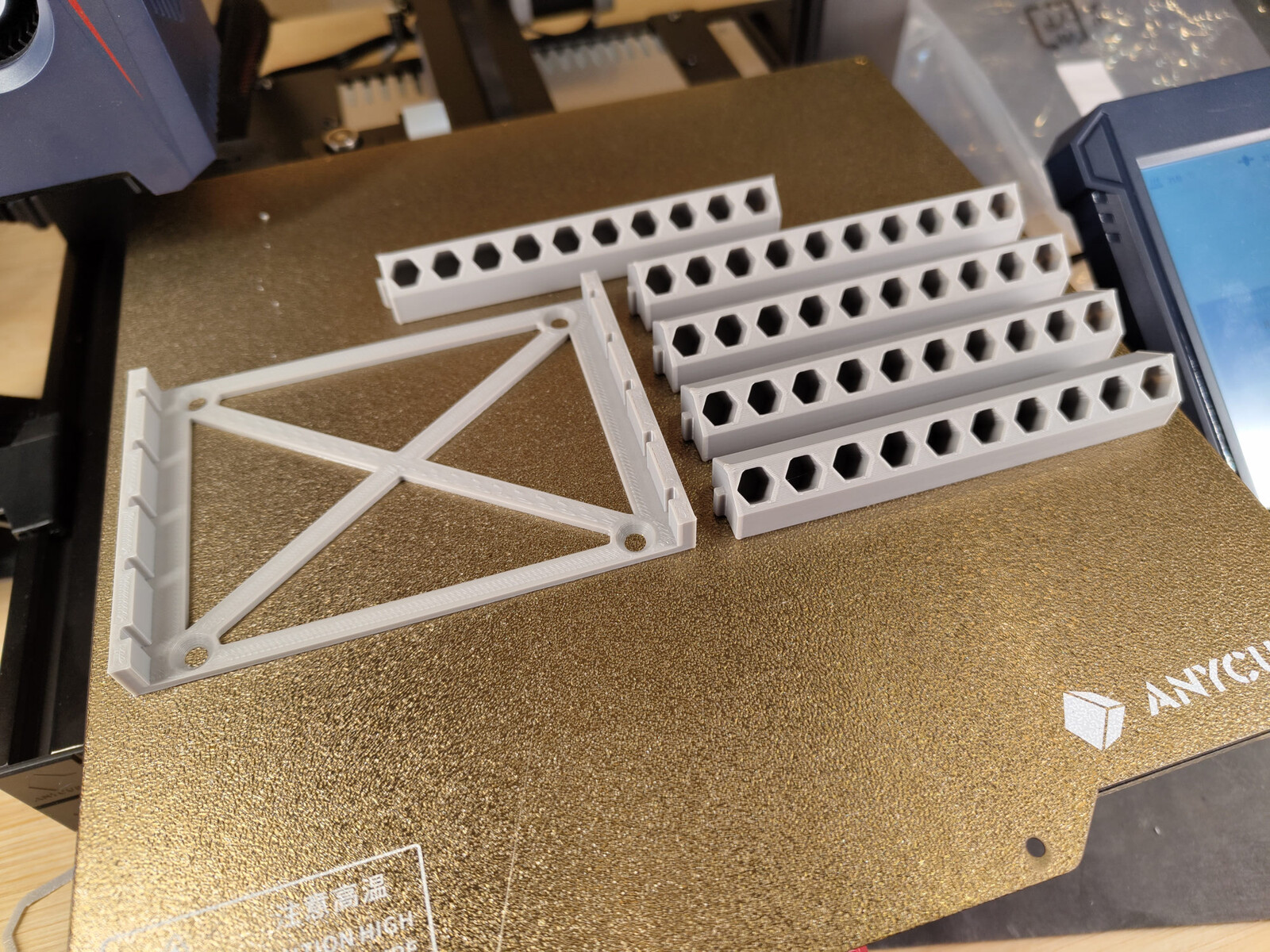
A primera vista, lo que fabrica la Anycubic Kobra 2 tiene buena pinta. Procesamos nuestro archivo de prueba con el slicer de Prusa. Sólo cambiamos una pequeña cosa en la configuración sugerida por Anycubic. El generador de perímetro fue cambiado a Arachne.
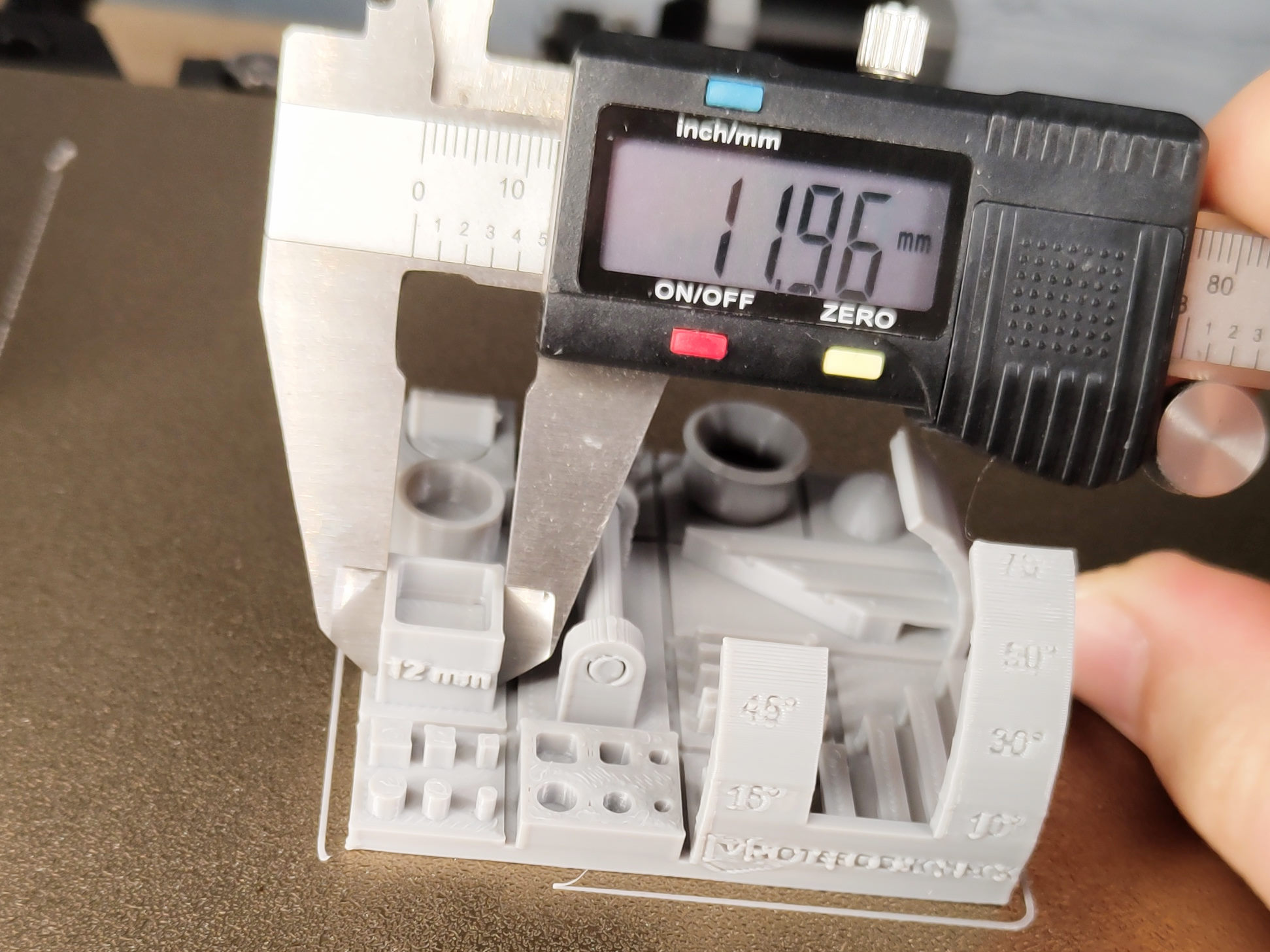
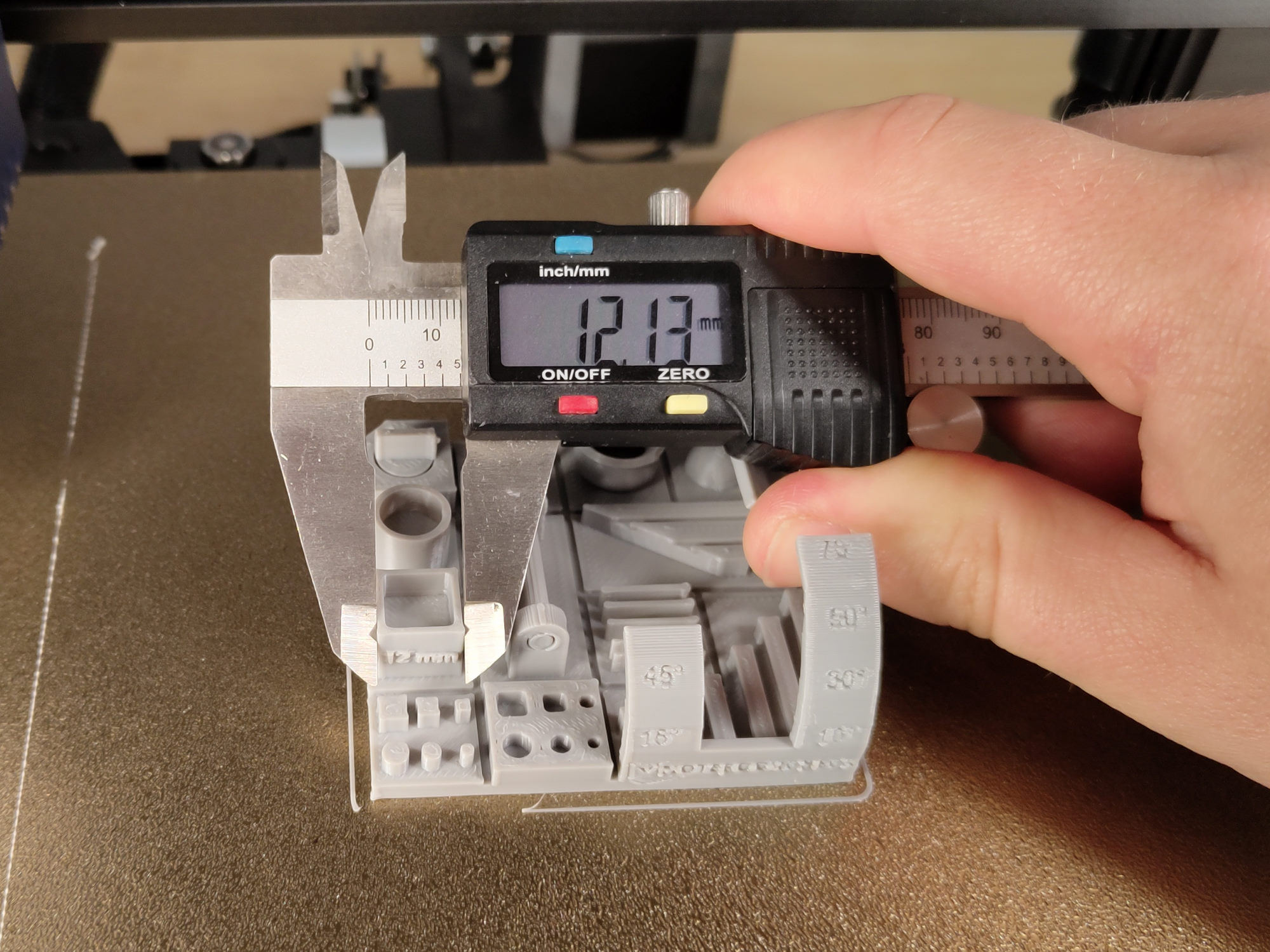
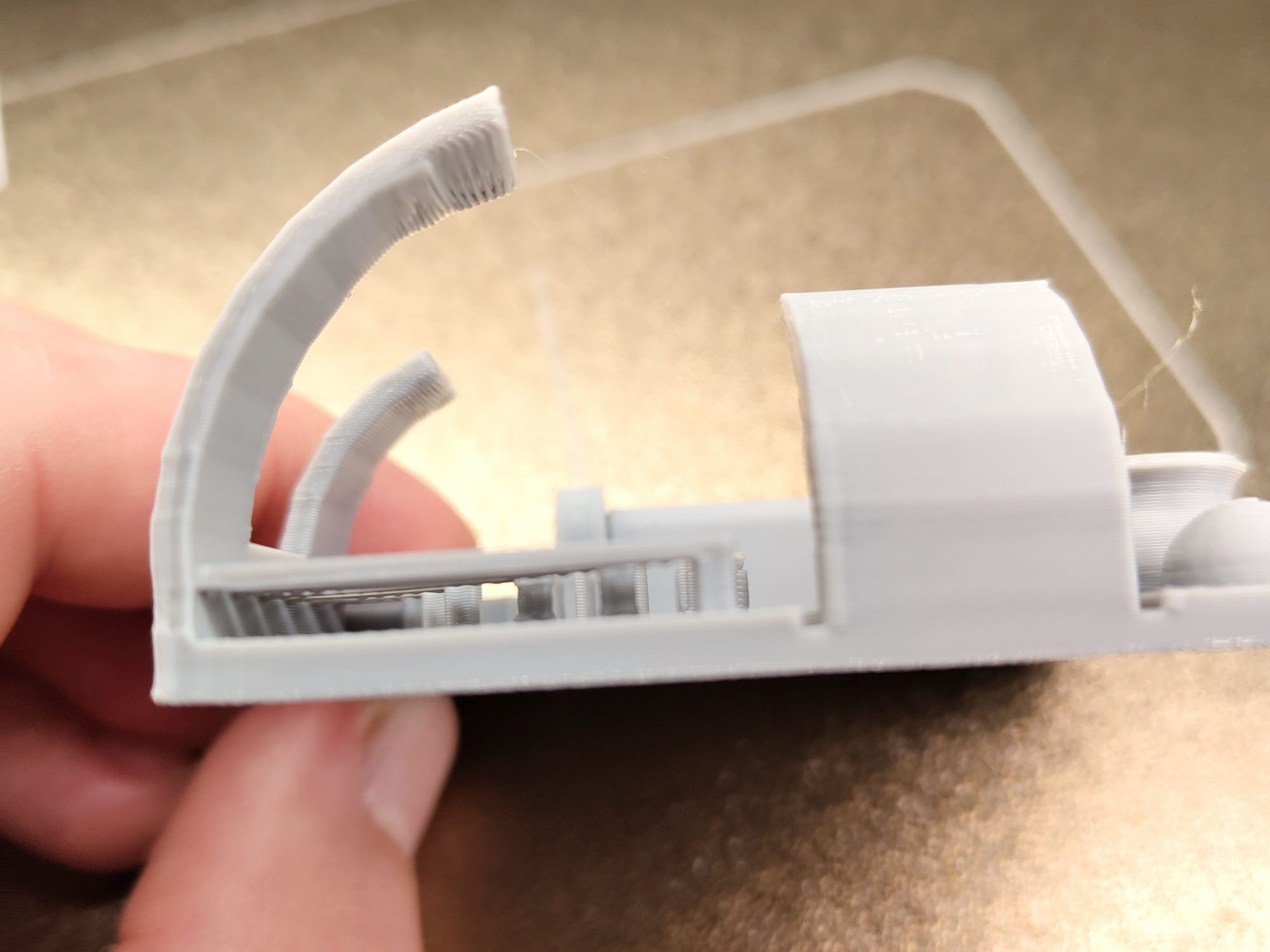
Poco encordado, buenos voladizos de hasta 70°, bajas tolerancias de fabricación y, sobre todo, una imagen de impresión repetiblemente buena se pueden ver en el resultado. Las dos piezas, que deberían poder moverse tras la impresión, se desprendieron aquí con extrema facilidad del resto del objeto. Una vez más, está claro que los problemas de la impresora 3D no son del extrusor. Los valores de aceleración y sacudida son probablemente demasiado altos por parte del fabricante. Esto puede verse principalmente en los bordes. Por un lado, vemos el llamado ghosting en varios lugares debido a las vibraciones que se producen tras los cambios de dirección. Sin embargo, la aceleración exagerada se hace más evidente en los bordes. El cabezal de impresión casi siempre sobrepasa el objetivo en estos. El resultado son protuberancias. En estos puntos se superan claramente las tolerancias de fabricación de la impresión FDM.




Los mismos puntos fuertes y débiles, que pudimos determinar con nuestro archivo de pruebas, también aparecen en la práctica en todas las pruebas. Al Anycubic Cobra 2 le falta un poco de ajuste fino. Estos ajustes los puede configurar el usuario o puede esperar a la primera actualización de firmware de Anycubic. Según la experiencia, el fabricante realiza estos ajustes rápidamente y proporciona las actualizaciones correspondientes.


Seguridad
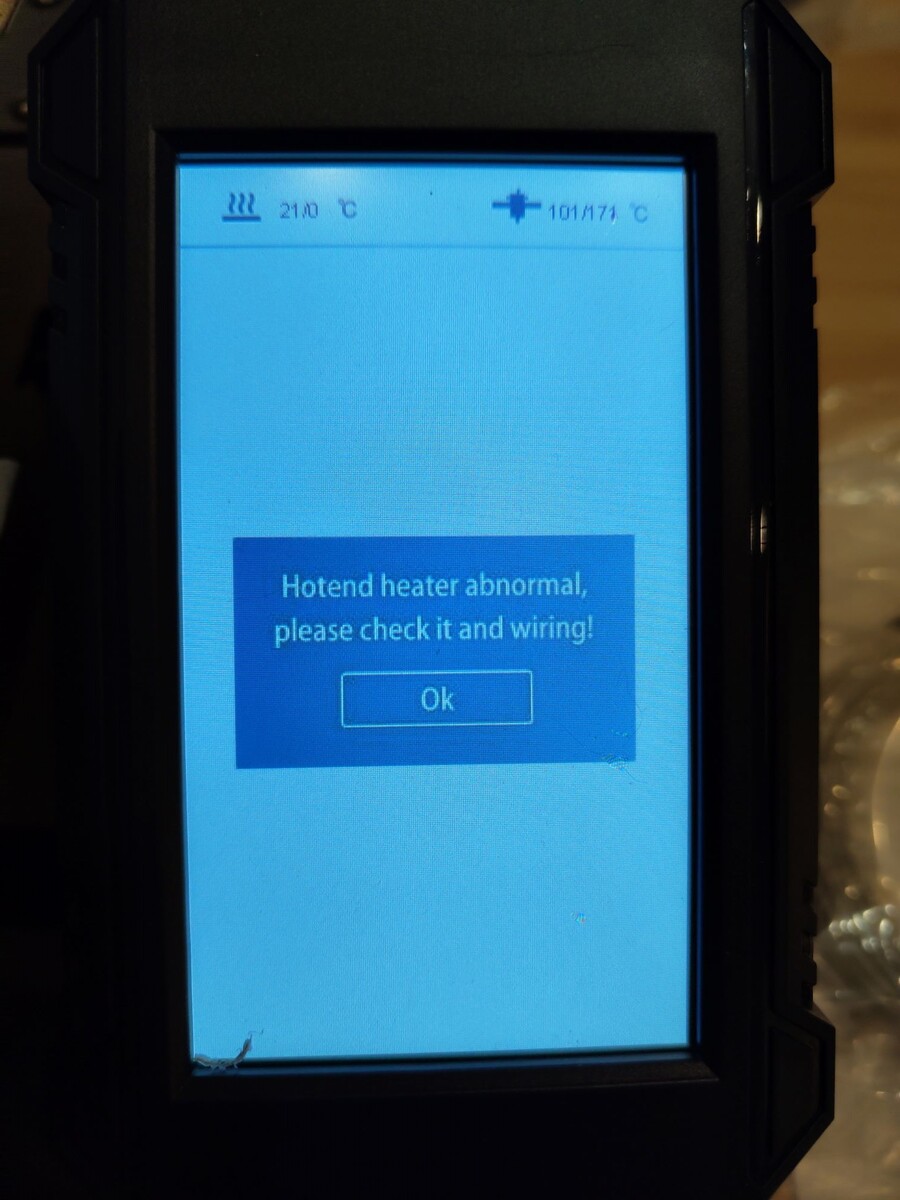
Como siempre, intentamos provocar todos los errores de temperatura posibles con esta impresora. La Anycubic Kobra 2 respondió de forma fiable a todos los escenarios. Tanto si un sensor de temperatura estaba desconectado, en cortocircuito o se desviaba demasiado de los valores esperados, la impresora 3D apagaba sistemáticamente todos los elementos calefactores. Se trata de una función de seguridad esencial que puede evitar daños en la impresora 3D y, en el peor de los casos, incendios. El hecho de que la Anycubic Kobra 2 no active una alarma sonora en caso de desviaciones de temperatura es quizás el único punto criticable. Sólo se muestra un mensaje de error.
Como también criticamos con el AnkerMake M5, la temperatura máxima de los hotends con PTFE inliner no debería superar los 250 °C. En el Anycubic Kobra 2 se pueden ajustar hasta 260 °C. El PTFE, más conocido bajo la marca Teflon, puede desprender humos tóxicos a una temperatura superior a 260 °C.
El conductor de protección, ahora continuo, también contribuye a la seguridad. Todas las piezas metálicas de la Kobra 2 están conectadas al conductor de protección. Para ello, Anycubic ha tendido en algunos casos cables adicionales a través del mazo de cables hasta la extrusora.
Sin embargo, nos falta un paso cuando se trata de la protección contra atascos en componentes móviles. La rueda motriz del eje Y podría contar aquí con una cubierta para aumentar aún más la seguridad de la impresora 3D. En principio, sin embargo, también debe tener en cuenta que hay muchas otras fuentes de peligro con el diseño abierto de la Anycubic Kobra 2. Por ejemplo, los componentes decapados y móviles son siempre fácilmente accesibles. Los vapores posiblemente nocivos del plástico calentado también pueden esparcirse por la habitación.
Emmisiones
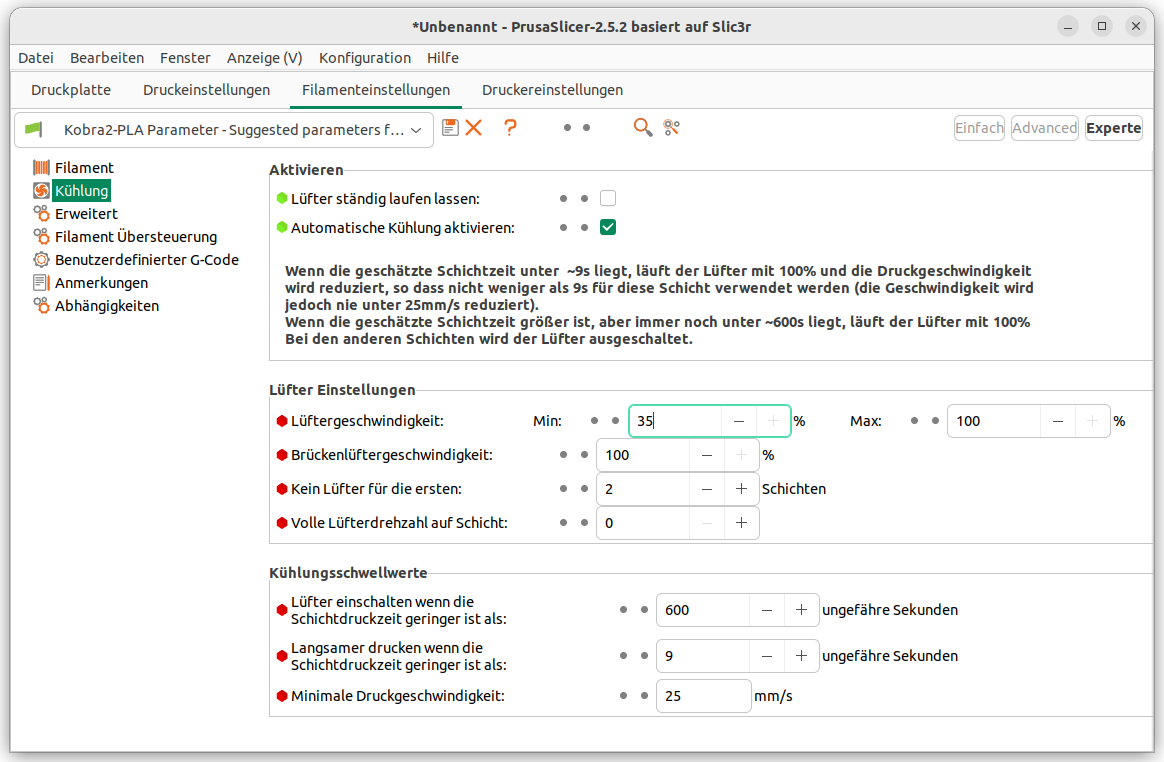
Se midieron hasta 59 dB(A) con el sonómetro Voltcraft SL10 a una distancia de un metro de la impresora 3D durante su funcionamiento. Junto con las fuertes vibraciones a la velocidad máxima de la impresora, este valor se eleva hasta 72 dB(A). El ventilador del cabezal de impresión contribuye en gran medida al ruido de funcionamiento normal. Para reducir el ruido de funcionamiento, el ventilador puede regularse o desconectarse por completo en determinadas situaciones. Prusa Slicer es capaz de controlar el ventilador en función de la situación. Así, es posible reducir la velocidad mínima del ventilador del 100% a un valor inferior. Esto no sólo hace que la impresora sea más silenciosa, sino que también reduce el consumo de energía. Una gran parte de la energía necesaria para la impresión 3D se utiliza para calentar y recalentar el lecho de impresión. Cuanto menos aire circule por encima del lecho de impresión, menor será el consumo de energía.
El diseño abierto también dispersa los olores y vapores de los plásticos fundidos por toda la sala. Dependiendo de los plásticos que se procesen con la impresora 3D, los vapores pueden tener un olor desagradable o incluso ser perjudiciales para la salud.
Consumo de energía
Hay que contar con un consumo de energía de hasta 430 vatios para la Anycubic Kobra 2. Durante la breve fase de calentamiento de la impresora 3D, la Voltcraft SEM6000 determina un consumo energético medio de 380 vatios. Durante la impresión, el consumo de energía se sitúa entre 140 y 160 vatios. Esto hace que la impresora 3D consuma mucha más energía que muchos otros dispositivos del mismo tamaño. El líder absoluto en ahorro de energía en nuestras pruebas sigue siendo la Artillery Genius Pro. Con unos 75 vatios durante la impresión, esta impresora 3D sólo necesita la mitad de energía que la Kobra 2.
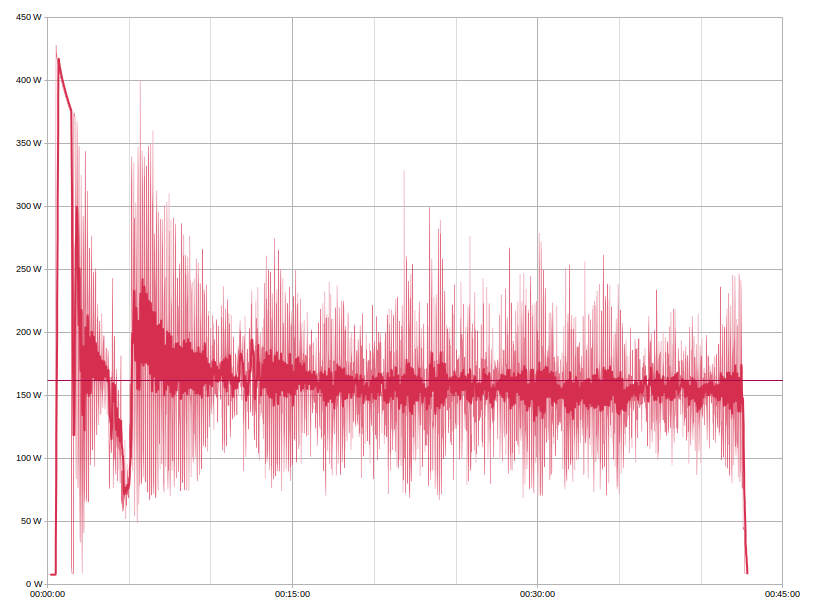
También puede deducirse de los resultados de las mediciones, muy dispersos, que los valores del PID almacenados en el firmware probablemente se desvían algo de la realidad. Un ajuste del PID podría lograr temperaturas más estables y, en el mejor de los casos, un consumo de energía ligeramente inferior. Con un buen ajuste del PID, sólo se suministra la energía necesaria para mantener la temperatura fijada.
Veredicto
Un cabezal de impresión completamente nuevo, nuevos raíles guía en los ejes X e Y y la nueva nivelación de bancada Anycubic LeviQ 2.0 son las tres actualizaciones más importantes de la Anycubic Kobra a la Kobra 2. Esto hace que la impresora 3D sea algo más rápida, pero sobre todo más cómoda de manejar. Ya no es necesario reajustar la nivelación de la base. Esto debería ser una innovación interesante para los principiantes, ya que una impresión 3D se sostiene y cae con una buena primera capa de impresión. En el momento de finalizar esta reseña, aún faltan unos días para el lanzamiento al mercado de la Kobra 2. Anycubic debería aprovecharlos para mejorar los últimos ajustes finos. Entonces, la Cobra 2 podría convertirse en una punta de precio-rendimiento. A unos 300 euros, la impresora 3D es asequible.
Sin embargo, los mismos puntos de crítica que hemos visto en todas las impresoras 3D Kobra hasta ahora destacan negativamente. Una gestión de cables mediocre, cables estañados y pocas opciones de control a través de la pantalla táctil. Con la Kobra 2, la impresión de una gestión de cables deficiente se ha intensificado en combinación con el nuevo portarrollos de filamento.
En comparación con el modelo predecesor, Anycubic ha realizado mejoras de detalle en la Kobra 2, pero tienen un gran impacto en la usabilidad de la impresora 3D. Cabe esperar intervalos de mantenimiento más largos y una configuración más rápida, incluso para los principiantes en impresión 3D.
En lo que respecta al mantenimiento en particular, la nueva impresora 3D de Anycubic debería requerir mucho menos esfuerzo que sus predecesoras. En lugar de rodillos de Delrin que se desgastan rápidamente, los rodamientos de bolas SG15 combinados con ejes de acero plateado son mucho más fáciles de limpiar y más duraderos. Mientras los ejes se limpien regularmente con polvo y aceite, el mantenimiento debería ser mínimo. Cambiar de Ultimaker Cura a Prusa Slicer, por otro lado, no es ciertamente un paso fácil para todos los usuarios. Sin embargo, los resultados de ambos programas son equivalentes.
Al final, la impresora 3D apenas se diferencia de competidores como Anycubic Kobra, Artillery Genius Proo VoxeLab Aquila. Son los detalles los que distinguen a unas impresoras 3D de otras. Mientras tanto, el espectro de rendimiento de las impresoras 3D modernas es muy similar.
Precios y disponibilidad
El Anycubic Kobra 2 estará disponible directamente del fabricante el 25 de mayo de 2023. En la tienda interna, Anycubic ofrece la impresora 3D por unos 300 euros. Pueden aplicarse derechos de importación al enviarla desde China.
Fuentes
Transparencia
Nuestro equipo editorial se encarga de seleccionar los dispositivos que se someten a revisión. La muestra de prueba fue entregada al autor por el fabricante de forma gratuita para los fines de la revisión. No hubo influencia de terceros en esta revisión, ni el fabricante recibió una copia de esta revisión antes de su publicación. No había ninguna obligación de publicar esta reseña. Como empresa de medios independiente, Notebookcheck no está sujeta a la autoridad de fabricantes, minoristas o editores.
Así es como prueba Notebookcheck
Cada año, Notebookcheck revisa de forma independiente cientos de portátiles y smartphones utilizando procedimientos estandarizados para asegurar que todos los resultados son comparables. Hemos desarrollado continuamente nuestros métodos de prueba durante unos 20 años y hemos establecido los estándares de la industria en el proceso. En nuestros laboratorios de pruebas, técnicos y editores experimentados utilizan equipos de medición de alta calidad. Estas pruebas implican un proceso de validación en varias fases. Nuestro complejo sistema de clasificación se basa en cientos de mediciones y puntos de referencia bien fundamentados, lo que mantiene la objetividad.